商機詳情 -
虹口區**西門子PLC安裝導軌6ES75901AC400AA0
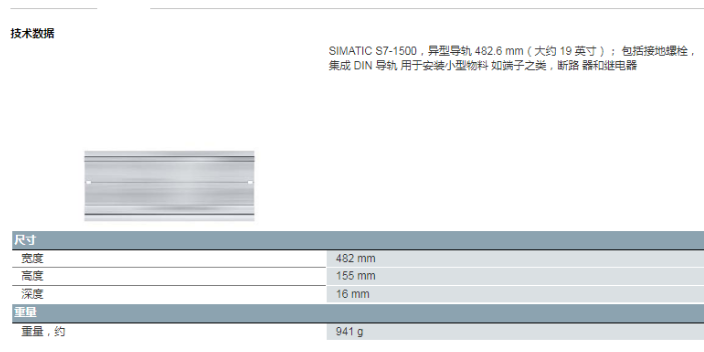
其寬度、深度(進深)、垂直度符合施工要求。底坑要按設計標高要求打好地面。2電梯施工用腳手架既要符合有關的安全要求,承載能力≥,又要符合安裝軌道支架和安裝軌道的操作要求。3井道施工要用36V以下的低壓電照明。每部電梯井道要單獨供電(用單獨的開關控制),且光照亮度要足夠大。4上、下通訊聯絡設備要調試好。5層門口、機房、腳手架上、井道壁上無雜物,層門口、機房孔洞要用相應的防護措施,以防止物體墜落梯井。6要在無風和無其它干擾情況下作業。6施工工藝:確定導軌支架位置→安裝導軌支架→安裝導軌→調整導軌:,要按照圖紙要求的導軌支架間距尺寸及安裝導軌支架的垂線來確定導軌支架在井壁上的位置。:下一排導軌支架安裝在底坑裝飾地面上方1000mm的相應位置(有的要求700—800MM之間,有的地方1500以內,這個根據各地標準)。上一排道架安裝在井道頂板下面不大于500mm的相應位置(這個有的要求不大于300MM)。,還要考慮導軌連接板(接道板)與導軌支架不能相碰。錯開的凈距離不小于30mm,則以下層導軌支架為基點,往上每隔2000mm為一排導軌支架。個別處(如遇到接道板)間距可適當放大,但不應大于2500mm。(包含4m)的轎廂導軌。通信處理器 (CP),用于總線連接和端到點連接。虹口區**西門子PLC安裝導軌6ES75901AC400AA0
具有健全的安裝過程控制制度。電梯安裝工程施工質量控制應符合下列規定:電梯安裝前應按本工藝標準進行土建交接檢驗,并填寫《電梯安裝土建交接質量驗收記錄表》。電梯安裝前應按本工藝標準進行電梯設備進場驗收,并填寫《電梯安裝工程設備進場質量驗收記錄表》。電梯安裝的各分項工程應按本工藝標準進行質量控制,每個分項工程應有自檢記錄。電梯安裝工程質量驗收應符合下列規定:參加安裝工程施工和質量驗收人員應具備相應的資格。承擔有關安全性能檢測的單位,必須具有相應資質。儀器設備應滿足精度要求,并應在檢定有效期內。分項工程質量驗收均應在電梯安裝單位自檢合格的基礎上進行。分項工程質量應分別按主控項目和一般項目檢查驗收。隱蔽工程應在電梯安裝單位檢查合格后,于隱蔽前通知有關單位檢查驗收,并形成驗收文件。4一般規定兩列導軌頂面間的距離偏差應為:轎廂導軌0~+2mm;對重導軌0~+3mm。導軌支架在井道壁上的安裝應固定可靠。預埋件應符合土建布置圖要求。錨栓(如膨脹螺栓等)固定應在井道壁的混凝土構件上使用,其連接強度與承受振動的能力應滿足電梯產品設計要求,混凝土構件的壓縮強度應符合土建布置圖要求。每列導軌工作面。蘇州代理西門子PLC安裝導軌6ES75901AB600AA0200PLC使用普通的電工導軌,PLC背后有卡簧可以固定在導軌上。
用水沖洗孔洞內壁,使塵渣被沖出,洞壁被洇濕。4筑導軌支架用的混凝土用水泥、砂子、豆石按1:2:2的體積比加入適量的水攪拌均勻制成。筑導軌支架時要用此混凝土將孔洞填實。支架埋入墻內的深度不小于120mm,且要找平找正。5導軌支架穩筑后不能碰撞,常溫下經過6~7天的養護,達到規定強度后,才能安裝導軌(軌道)。6對于導軌支架的水平誤差要求同前。(微信公眾號:電梯):(基準線距導軌端面中心2~3mm),并進行固定(圖)。圖,其水平誤差不大于1/1000。槽鋼基礎座位置確定后,用混凝土將其四周灌實抹平。槽鋼基礎兩端用來固定導軌角鋼架,先用導軌基準線找正后,再進行固定(圖)。圖δ≥12mm,面積為200mm×200mm的鋼板,并與導軌用電焊點焊(圖)。,需在立苊導軌前將其下端距地平40mm高的一段工作面部分鋸掉,以留出接油盒的位置(圖)(微信公眾號:電梯)。圖。在頂層層門口安裝并固定一臺(圖)。圖(圖)。若導軌較輕且提升高度不大,可采用人力,使用δ≥16尼龍繩代替卷揚機吊裝導軌。,須由下而上逐根立起。若采用小型卷揚機提升,可將導軌提升到一定高度(能方便地連接導軌),連接另一根導軌。采用多根導軌整體吊裝就位的方法。要注意吊裝用具的承載能力。
集油槽214為矩形槽結構,集油槽214固定連接在安裝塊211的底面上,且集油槽214的左側端面位于安裝塊211左側端面的左側,集油槽214的左側端面位于毛刷212中刷毛末端所在平面的右側。出油嘴213固定連接在安裝塊211上,且出油嘴213的出油端位于臺階部210中底面的上方,出油嘴213通過三通與注油管12相連通。涂油器21在使用時,潤滑油從出油嘴213流出,并滴至臺階部210的斜面上,并順著斜面向下面至毛刷212上。在對軌道的導軌面涂刷潤滑油過程中,集油槽214的左端面位于刷毛末端所在平面與安裝塊211左端面之間,在將毛刷212抵觸在導軌面上時,保證集油槽214的左端面與導軌面貼合即可,此時刷毛被抵觸在導軌面上,刷毛被壓縮后有一定的彈性,避免集油槽214與導軌面之間剛性接觸。在涂刷潤滑油時,流下的部分潤滑油會沿著倒角斜面下至集油槽214內,被集油槽214回收。本發明的涂油器使用時,是對流下的油進行部分回收,亦控制減少潤滑油的浪費。本發明中的機架11包括安裝板111、限位板112和卡塊113,兩個限位板112對稱固定連接在安裝板111上,兩卡塊113固定連接在安裝板111上,且一個卡塊113對應與一個限位板112相互卡接。限位板112包括一種板體115和第二板體116。 S7-400 自動化系統采用模塊化設計。它擁有豐富的模塊,這些模塊可進行各種組合。

S7-300系列處理單元CPU訂貨號:6ES7312-1AE14-0AB0CPU312,32K內存6ES7312-5BF04-0AB0CPU312C,32K內存10DI/6DO6ES7313-5BG04-0AB0CPU313C,64K內存24DI/16DO/4AI/2AO6ES7313-6BG04-0AB0CPU313C-2PTP,64K內存16DI/16DO6ES7313-6CG04-0AB0CPU313C-2DP,64K內存16DI/16DO6ES7314-1AG14-0AB0CPU314,96K內存6ES7314-6BH04-0AB0CPU314C-2PTP96K內存24DI/16DO/4AI/2AO6ES7314-6CH04-0AB0CPU314C-2DP96K內存24DI/16DO/4AI/2AO6ES7315-2AH14-0AB0CPU315-2DP,128K內存6ES7315-2EH14-0AB0CPU315-2PN/DP,256K內存6ES7317-2AK14-0AB0CPU317-2DP,512K內存6ES7317-2EK14-0AB0CPU317-2PN/DP,1MB內存6ES7318-3EL01-0AB0CPU319-3PN/DP,(530mm):6ES7390-1AF30-0AA0。 CPU用于數字量 (DI/DO) 和模擬量 (AI/AO) 輸入/輸出的信號模塊 (SM)。蘇州代理西門子PLC安裝導軌6ES75901AB600AA0
在 S5 EU 或者直接在 CC 中(使用適配器)都可以使用 SIMATIC S5 的特定 IP 和 WF 模塊。虹口區**西門子PLC安裝導軌6ES75901AC400AA0
12MB用戶內存6AV2124-1GC01-0AX0TP900精智9寸,1600萬色LED背光,16:9寬屏顯示,觸摸屏,12MB用戶內存6AV2124-0JC01-0AX0KP900精智9寸,1600萬色LED背光,16:9寬屏顯示,鍵控,12MB用戶內存6AV2124-1JC01-0AX0TP1200精智12寸,1600萬色LED背光,16:9寬屏顯示,觸摸屏,12MB用戶內存6AV2124-0MC01-0AX0KP1200精智12寸,1600萬色LED背光,16:9寬屏顯示,鍵控,12MB用戶內存6AV2124-1MC01-0AX0TP1500精智,1600萬色LED背光,16:9寬屏顯示,觸摸屏,24MB用戶內存6AV2124-0QC02-0AX0KP1500精智,1600萬色LED背光,16:9寬屏顯示,鍵控,24MB用戶內存6AV2124-1QC02-0AX0TP1900精智,1600萬色LED背光,16:9寬屏顯示,觸摸屏,24MB用戶內存6AV2124-0UC02-0AX0TP2200精智,1600萬色LED背光,16:9寬屏顯示,觸摸屏。 虹口區**西門子PLC安裝導軌6ES75901AC400AA0
擴展資料
西門子PLC安裝導軌熱門關鍵詞
西門子PLC安裝導軌企業商機
- . 楊浦區直供西門子PLC安裝導軌6ES73901AF300AA0
- . 寶山區銷售西門子PLC安裝導軌6ES75901AB600AA0
- . 金山區**西門子PLC安裝導軌6ES7590-1AE80-0AA0
- . 寶山區配套西門子PLC安裝導軌6ES73901AE800AA0
- . 普陀區代理西門子PLC安裝導軌6ES73901BC000AA0
- . 鹽城銷售西門子PLC安裝導軌6ES73901AF300AA0
- . 松江區SIEMENS西門子PLC安裝導軌
- . 江蘇模塊西門子PLC安裝導軌6ES73901BC000AA0
- . 虹口區**西門子PLC安裝導軌6ES75901AC400AA0
- . 無錫SIEMENS西門子PLC安裝導軌6ES75901AB600AA0
西門子PLC安裝導軌行業新聞
- . 徐匯區模塊西門子PLC安裝導軌6ES73901BC000AA0
- . 常州代理西門子PLC安裝導軌6ES7590-1AF30-0AA0
- . 徐州主營西門子PLC安裝導軌6ES75901AC400AA0
- . 虹口區銷售西門子PLC安裝導軌6ES75901AJ300AA0
- . 金山區銷售西門子PLC安裝導軌6ES7590-1AF30-0AA0
- . 徐州銷售西門子PLC安裝導軌6ES75901AE800AA0
- . 奉賢區供應西門子PLC安裝導軌6ES75901AE800AA0
- . 長寧區直供西門子PLC安裝導軌6ES75901AB600AA0
- . 青浦區**西門子PLC安裝導軌6ES75901AB600AA0
- . 徐州直供西門子PLC安裝導軌6ES73901AE800AA0