商機詳情 -
湖州高壓線束測試系統廠家供應
根據公司產品的測試要求和預算選手儀器。市場上線束的新能源高壓線束測試系統品牌較多,同點位的線束測試機價格相差不是太大,但性能相差還是比較大的,多數線束的生產廠家還是抄板老的機器型號,軟件上可能性很差。多對比功能和性能。測試儀器一是對比他們的性能看有無亮點,能不能解決客戶在實際使用中的痛點。一般大一點的廠家都能提供義務的試用,這一點比較重要,有對比才能知道哪一個更好。在選購產品時,硬件性能和軟件的可操作性對比是其中一個選擇標準。從技術參數上能看出一個公司在產品之初的設計理念,有無創新。可選擇新能源高壓線束測試系統單個線束或多個線束共同檢測。湖州高壓線束測試系統廠家供應
針對電動車組線路布置與檢測的線纜測試儀方案,利用線纜測試儀自動線纜測試系統,根據實際被測試的車輛線纜情況編輯測試程序,通過轉接線纜及轉接工裝夾具,給需要測試的線束施加一定電流,測量線纜端點處的電壓值和電流值,由測試儀內部對測量結果使用歐姆定律進行換算,得出準確的電阻值,進而實現對車輛線束、線纜的測試及檢查。新能源高壓線束測試系統對待測試線纜施加激勵,可精確測試線纜的導通電阻、導通電流從而定量分析線纜的整體連接狀況。進一步的,通過在不同電壓下精確測量線纜中任意兩芯之間的泄漏電流,來分析線纜內部的絕緣狀況。通過自我學習功能自動生成正確的線纜連接拓補,并作為測試標準記錄下來。自動與測試標準比較測量結果,分析線纜連接狀況并給出分析報告。湖州高壓線束測試系統廠家供應新能源高壓線束測試系統提高線束檢測的自動化程度。
線束測試儀,點亮工業領域人工智能機器人線束,機器人市場的繁榮,技術是主要支撐,除了無論軟件方面還是硬件方面都需要有力的技術支撐,而在硬件方面,除了它所使用的的材料,機器人身上的線束也是非常重要的零部件,良好性能的線束,對于保障機器人各項功能意義重大。用于機器人的線束,一般采用特制PUR為護套材質,具有很好的耐油,耐彎曲性能,抗磨損性能,抗微生物,抗水解,抗化學腐蝕,抗紫外線,保護電纜不受機械應力的損害;采用鍍錫銅規則纏繞屏蔽層,使線纜具有較強的抗外界電磁干擾能力。除了上述特性之外,線束自身的性能安全也是尤為重要的,機器人線束在出廠之前,必須針對其通斷、耐壓、電阻、絕緣等進行嚴格的安全性測試,以此從根本上保證機器人的功能及安全。線束測試儀在機器人正常運作方面顯得尤為重要。
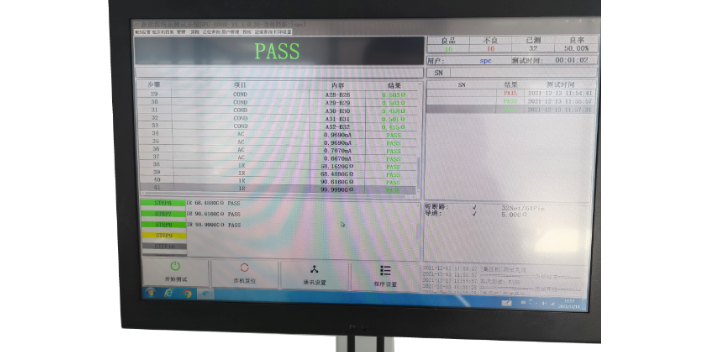
對于新能源高壓線束測試系統的檢測作用主要體現在能夠在首先一個時間發現連接器故障出現的原因。為了盡快找到故障原因,線束測試儀就是一個不錯的檢測工具,可以節省大量的時間,提高檢測的效率,也多多提高了線束連接器在騎車中的安全性能。所以很多時候在使用的過程中帶來的幫助都是非常大的。自已于各種線纜,線束和排線品質及連接可靠性檢驗的多功能,自動化的線束參數測試系統。設備可單機操作,亦可連接至電腦操作,基于模塊化設計結構,二線制電阻測試。兼容智能化測試軟件,幫助客戶進行數據對比分析。滿足不同線束連接器檢測的要求,成為很多線束及線束連接器廠家的選擇。新能源高壓線束測試系統通斷、耐壓、絕緣電阻、二線制電阻測試。

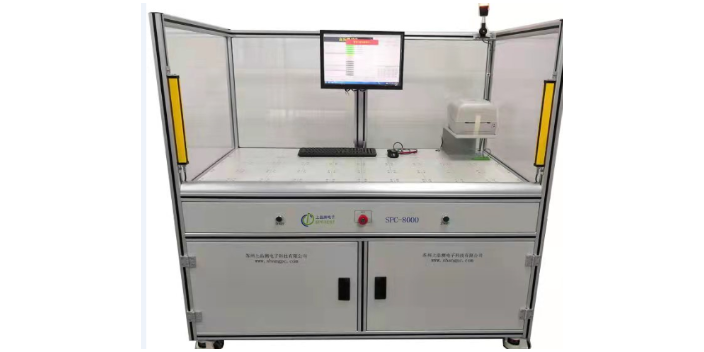
新能源高壓線束測試系統,由計算機(線束測試儀主機)、線束測試儀從機、測試工作臺(瞬斷振動臺)、顯示器、打印機等幾部分組成。該系統能對放置在測試工作臺上的線束進行逐根檢測,在顯示器上顯示錯誤線路的信息,對于交叉錯接的線路也能顯示錯誤的接頭編號。同時搭配瞬斷振動臺還可對線束結合牢固性進行測試。具有很強的通用性和靈活性,故系統軟件部分主要包含線束檢測、取樣學習、編輯線束回路表、探針檢測和設備自檢四個方面。 其中線束檢測部分是系統軟件的中心, 取樣學習和編輯線束回路表兩大功能使系統具備了極強的通用性,探針檢測又使系統具有較高的靈活性,而設備自檢能夠有效地提高系統的可靠性。新能源高壓線束測試系統的耐壓功能作為線材檢測的一種重要測試項目。湖州高壓線束測試系統廠家供應
在應用中,用戶要注重檢測儀的使用細節。湖州高壓線束測試系統廠家供應
電梯在人們的日常生活中起著至關重要的作用,無論是商業辦公樓還是住宅樓,電梯每天都在上下,幾乎全天候運轉,這是對電梯線材和安全保險體系的考驗。近年來,新聞中的許多電梯出現人員受傷事故,原因大多就是因為電梯線材,選用0.2mm圓銅單股絞合,絕緣層包裹在絕緣和導體之間.當電纜沿相同方向歪曲時,電纜的柔軟性添加. 、曲折功能;在進行航空線材測試時,我們主要使用線材測試儀進行以下幾種線材測試: 通斷測試,耐壓測試,絕緣電阻測試,二線制/四線制電阻測試,瞬斷測試。湖州高壓線束測試系統廠家供應
蘇州齊力電子科技有限公司匯集了大量的優秀人才,集企業奇思,創經濟奇跡,一群有夢想有朝氣的團隊不斷在前進的道路上開創新天地,繪畫新藍圖,在江蘇省等地區的數碼、電腦中始終保持良好的信譽,信奉著“爭取每一個客戶不容易,失去每一個用戶很簡單”的理念,市場是企業的方向,質量是企業的生命,在公司有效方針的領導下,全體上下,團結一致,共同進退,**協力把各方面工作做得更好,努力開創工作的新局面,公司的新高度,未來蘇州齊力電子供應和您一起奔向更美好的未來,即使現在有一點小小的成績,也不足以驕傲,過去的種種都已成為昨日我們只有總結經驗,才能繼續上路,讓我們一起點燃新的希望,放飛新的夢想!