商機詳情 -
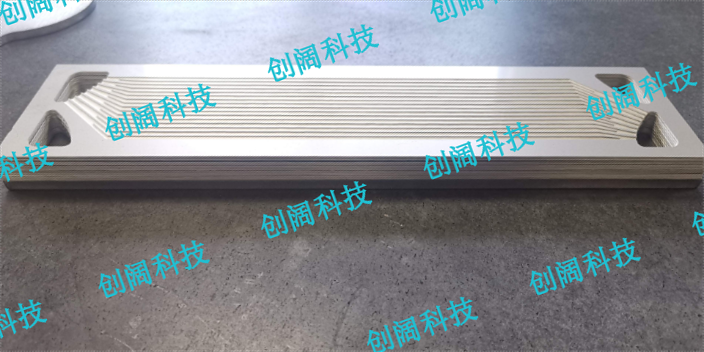
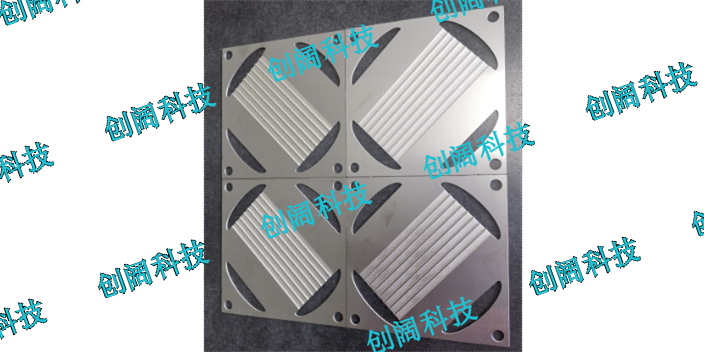
鄭州多層板微通道換熱器
通過各向異性的蝕刻過程可完成加工新型換熱器,使用夾層和堆砌技術可制造出各種結構和尺寸,如通道為角錐結構的換熱器。大尺度微通道換熱器形成微通道規模化的生產技術主要是受擠壓技術,受壓力加工技術所限,可選用的材料也極為有限,主要為鋁及鋁合金微通道加工方式隨著微加工技術的提高,可以加工出流道深度范圍為幾微米至幾百微米的高效微型換熱器。此類微加工技術包括:平板印刷術、化學刻蝕技術、光刻電鑄注塑技術(LIGA)、鉆石切削技術、線切割及離子束加工技術等。燒結網式多孔微型換熱器采用粉末冶金方式制作。大尺度下微通道的加工與微尺度下微通道的加工方式略有不同,前者需要更高效的加工制造技術。微通道應用前景及優勢編輯微通道微電子等領域應用微電子領域遵循摩爾定律飛速發展,伴隨晶體管集成度的不斷提高,高速電子器件的熱密度已達5~10MW/m2,散熱已經成為其發展的主要“瓶頸”,微通道換熱器取代傳統換熱裝置已成必然趨勢。因此在嵌入式技術及高性能運算依賴程度較高的航空航天、現代醫療、化學生物工程等諸多領域,微通道換熱器將有具廣闊的應用前景。“微通道”技術成功應用到空氣能行業,標志著空氣能熱水器行業進入“微通道”時代。微通道應用優勢①節能。微通道通過各向異性的蝕刻過程可完成加工新型換熱器,創闊科技。鄭州多層板微通道換熱器
微通道換熱器
創闊科技的微通道換熱器是一種采用特殊微加工技術制造的換熱器。當量水力直徑通常小于1mm。該換熱器的特點是單位體積換熱量大,耐高壓,制造難度大。在微通道設計中,如果當量直徑過小時,可能需要關注微尺度效應。此時,傳統的宏觀理論公式不再適用于流動和傳熱。,我們將使用FLUENT制作一個簡單的微通道換熱器案例。當然,微通道換熱器的當量直徑足以通過解決NS方程來模擬。2模型和網格。由于實際換熱器單元較多,流道數量較大,本案按對稱面截取部分計算。換熱器長度60mm,寬度6mm,微通道高度mm,寬度1mm(當量直徑mm)。全六面網格劃分如下。網格節點總數為691096。3求解設置在這種情況下,我們假設介質在微通道換熱器流道的流動狀態為層流,所以選擇層流模型,打開能量方程。我們為換熱介質設置了兩組水/水、氣/水。水和空氣是默認的。事實上,應根據溫度設置相應的值。換熱器本體由鋼制成,不考慮單元之間連接造成的傳熱阻力(單元與單元之間的集成模型)。換熱器的入口設置為速度入口邊界,出口設置為壓力邊界。根據以下值設置,介質流向為逆流。除上下邊界外,其余為絕緣墻。換熱介質序號名稱類型值溫度水/水換熱1熱水入口速度邊界m/s。長寧區鋁合金微通道換熱器創闊科技按微反應器的操作模式可分為:連續微反應器、半連續微反應器和間歇微反應器。
微化工過程是以微結構元件為,在微米或亞毫米()的受限空間內進行的化工過程。針對微反應器,通常要求其特征長度小于。在微化工過程中,微小的分散尺度強化了混合與傳遞過程,從而提高了過程的可控性和效率。當將其應用于工業生產過程的時候,通常依照并聯的數量放大的基本原則,來實現大規模的生產。微化工技術通常包括,微換熱、微反應、微分離和微分析等系統,其中前兩者是較為主要的。理解傳熱強化簡單的來說,相較于常規尺度下的管道,微通道有著極大的比表面積。這保證了在整個傳熱過程中,管壁與內在流體之間存在著快速的熱傳遞,能夠很快實現傳熱平衡。理解傳質強化一般來說,微通道的尺寸微小,有著更短的傳遞距離,有利于傳質過程的快速完成,實現溫度與濃度的均勻分布;同時另一方面,大多數微尺度流動的雷諾數遠小于2000,流動狀態為層流,沒有內部渦流,這反而不利于傳質的快速完成。而大多數文獻認為微化工器件仍是強化傳質能力的,因為人們已經在致力于研究新型的微混合設備和方法。而創闊科技繼而開拓創新制作微通道、微結構的換熱器制作。
創闊科技換熱器有多種,以平板式換熱器為例。現階段創闊科技的平板式換熱器制造工藝以真空擴散焊接加工,而釬焊方法因為服役環境對釬料的限制而存在很大的局限性,使用壽命有限,而真空擴散焊方法則可以有效地避免這一問題。但后者對工件的加工質量、表面狀態以及設備有著極高的要求。而且,更有甚者,隨著換熱器結構的緊湊化、小型化發展,真空擴散焊的技術優勢進一步彰顯,但技術難度的加大也顯而易見。換熱器微通道的變形與界面結合率之間如何取得良好的平衡直接決定了真空擴散焊工藝的成敗。微通道換熱器部件加工創闊科技。
換熱器作為化工過程機械的典型產品,是工藝過程中必不可少的單元設備,地應用于石油、化工、動力、核能、冶金、船舶、交通、制冷、食品及制藥等工業部門及**工程中。其材料及動力消耗占整個工藝設備的30%左右,在化工機械生產中占有重要的地位。如何提高換熱器的緊湊度,以達到在單位體積上傳遞更多的熱量,一直是換熱器研究和發展應用的目標。器件裝置微型化(Miniaturization)的強大發展趨勢推動了微電子技術的迅猛發展和MEMS(micro—electro—mechanicalsystem)技術的不斷進步,也推動了更加高效、更加小型化的微通道換熱器(micro-channelheatexchanger)的誕生。創闊能源科技可制作幾微米到幾百微米微型槽,S型,圓筒形,蛇形等。創闊能源科技,可根據不同的要求制作設計微通道換熱器。多層焊接式換熱器,找創闊科技。武漢微通道換熱器歡迎來電
微結構流道板換熱器加工制作設計。鄭州多層板微通道換熱器
青銅和各種金屬等等。這還遠不是真空擴散焊所能夠焊接材料的全部。真空擴散焊接的主要焊接參數有:溫度、壓力、保溫擴散時間和保護氣氛,冷卻過程中有相變的材料以及陶瓷等脆性材料的擴散焊,還應控制加熱和冷卻速度。1、溫度:系擴散焊重要的焊接參數。在溫度范圍內,擴散過程隨溫度的提高而加快,接頭強度也能相應增加。但溫度的提高受工夾具高溫強度、焊件的相變和再結晶等條件所限,而且溫度高于值后,對接頭質量的影響就不大了。故多數金屬材料固相擴散焊的加熱溫度都定為-(K),其中Tm為母材熔點。2、壓力:主要影響擴散焊的一、二階段。較高壓力能獲得較高質量的接頭,接頭強度與壓力的關系見圖2-46。焊件晶粒度較大或表面粗糙度較大時,所需壓力也較高。壓力上限受焊件總體變形量及設備能力的限制.除熱等靜壓擴散焊外,通常取-50MPa。從限制焊件變形量考慮,壓力可在表2-24范圍內選取。鑒了壓力對擴散焊的第蘭階段影響較小,故固相擴散焊后期允許減低壓力,以減少變形。3、保溫擴散時間:保溫擴散時間并非變量,而與溫度、壓力密切相關,且可在相當寬的范圍內變化。采用較高溫度和壓力時,只需數分鐘;反之,就要數小時。加有中間層的擴散焊。鄭州多層板微通道換熱器