商機(jī)詳情 -
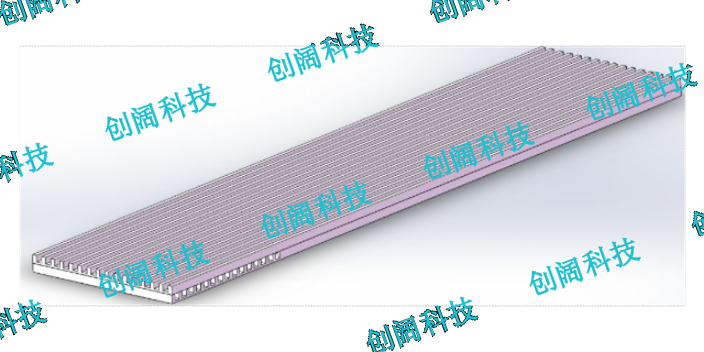
湖北PCHE應(yīng)用微通道換熱器
兩者分別了兩種典型的液相混合方式,前者采用靜態(tài)混合方式,即將流體反復(fù)分割合并以縮短擴(kuò)散路徑,而后者采用流體動(dòng)力學(xué)集中方法,即多個(gè)進(jìn)料微通道呈扇形分布,集中匯入一個(gè)狹窄的微通道,通過液體的擴(kuò)散作用迅速混合。而英國Hull大學(xué)則設(shè)計(jì)了一種T形液液相微反應(yīng)器,該微反應(yīng)器大的特點(diǎn)是用電滲析(electro–osmoticflow)法輸送流體,如圖所示:它由底板和蓋板兩部分組成,兩部分用退火法焊接在一起。底板上蝕刻的微通道呈T形狀,其中一條微通道裝有金屬催化劑。蓋板上有A、B和C共3個(gè)直徑為2mm的圓柱形容器與微孔道連通,用于貯存反應(yīng)物和產(chǎn)物。創(chuàng)闊能源科技致力于加工設(shè)計(jì)微通道換熱器。湖北PCHE應(yīng)用微通道換熱器
微通道換熱器
青銅和各種金屬等等。這還遠(yuǎn)不是真空擴(kuò)散焊所能夠焊接材料的全部。真空擴(kuò)散焊接的主要焊接參數(shù)有:溫度、壓力、保溫?cái)U(kuò)散時(shí)間和保護(hù)氣氛,冷卻過程中有相變的材料以及陶瓷等脆性材料的擴(kuò)散焊,還應(yīng)控制加熱和冷卻速度。1、溫度:系擴(kuò)散焊重要的焊接參數(shù)。在溫度范圍內(nèi),擴(kuò)散過程隨溫度的提高而加快,接頭強(qiáng)度也能相應(yīng)增加。但溫度的提高受工夾具高溫強(qiáng)度、焊件的相變和再結(jié)晶等條件所限,而且溫度高于值后,對接頭質(zhì)量的影響就不大了。故多數(shù)金屬材料固相擴(kuò)散焊的加熱溫度都定為-(K),其中Tm為母材熔點(diǎn)。2、壓力:主要影響擴(kuò)散焊的一、二階段。較高壓力能獲得較高質(zhì)量的接頭,接頭強(qiáng)度與壓力的關(guān)系見圖2-46。焊件晶粒度較大或表面粗糙度較大時(shí),所需壓力也較高。壓力上限受焊件總體變形量及設(shè)備能力的限制.除熱等靜壓擴(kuò)散焊外,通常取-50MPa。從限制焊件變形量考慮,壓力可在表2-24范圍內(nèi)選取。鑒了壓力對擴(kuò)散焊的第蘭階段影響較小,故固相擴(kuò)散焊后期允許減低壓力,以減少變形。3、保溫?cái)U(kuò)散時(shí)間:保溫?cái)U(kuò)散時(shí)間并非變量,而與溫度、壓力密切相關(guān),且可在相當(dāng)寬的范圍內(nèi)變化。采用較高溫度和壓力時(shí),只需數(shù)分鐘;反之,就要數(shù)小時(shí)。加有中間層的擴(kuò)散焊。鄭州不銹鋼微通道換熱器微反應(yīng)器,微結(jié)構(gòu)換熱器設(shè)計(jì)加工 聯(lián)系創(chuàng)闊能源科技。
氣液反應(yīng)的速率和轉(zhuǎn)化率等往往取決于氣液兩相的接觸面積。這兩類氣液相反應(yīng)器氣液相接觸面積都非常大,其內(nèi)表面積均接近20000m2/m3,比傳統(tǒng)的氣液相反應(yīng)器大一個(gè)數(shù)量級。“創(chuàng)闊科技”“創(chuàng)闊科技”氣液固三相反應(yīng)在化學(xué)反應(yīng)中也比較常見,種類較多,在大多數(shù)情況下固體為催化劑,氣體和液體為反應(yīng)物或產(chǎn)物,美國麻省理工學(xué)院發(fā)展了一種用于氣液固三相催化反應(yīng)的微填充床反應(yīng)器,其結(jié)構(gòu)類似于固定床反應(yīng)器,在反應(yīng)室(微通道)中填充了催化劑固定顆粒,氣相和液相被分成若干流股,再經(jīng)管匯到反應(yīng)室中混合進(jìn)行催化反應(yīng)。麻省理工學(xué)院還嘗試對該微反應(yīng)器進(jìn)行“放大”,將10個(gè)微填充床反應(yīng)器并聯(lián)在一起,在維持產(chǎn)量不變的情況下,大大減小了微填充床反應(yīng)器的壓力降。“創(chuàng)闊科技”氣液固三相催化微反應(yīng)器-充填活性炭催化劑的微填充床反應(yīng)器“創(chuàng)闊科技”氣液固三相催化微反應(yīng)器-并聯(lián)微填充床反應(yīng)器系統(tǒng)“創(chuàng)闊科技”“創(chuàng)闊科技”電化學(xué)微反應(yīng)器屬于液相微反應(yīng)器,而光化學(xué)微反應(yīng)器其反應(yīng)物既有液相也有氣相的,由于它們都有其特殊性,故不能簡單的劃為液相微反應(yīng)器或氣相微反應(yīng)器,而應(yīng)單獨(dú)列為一類。
創(chuàng)闊能源科技臨界熱流密度對于有相變的換熱,微通道中的臨界熱流密度現(xiàn)象不同于常規(guī)通道。微通道中臨界熱流密度的產(chǎn)生是由于微通道的蒸汽阻塞。在達(dá)到臨界熱流密度之前,微通道的流動(dòng)和傳熱主要是周期性的過冷流動(dòng)沸騰,從微通道逸出的汽泡和進(jìn)入微通道的液體反復(fù)交替沖刷微通道。一旦達(dá)到臨界熱流密度,微通道中的流動(dòng)和傳熱主要是一個(gè)蒸汽周期性逸出的過程。一直持續(xù)到過熱蒸汽的出現(xiàn),直到整個(gè)微通道被過熱蒸汽阻塞。入口段效應(yīng)Nusselt數(shù)隨無量綱加熱長度Lh的增加而減小。而對于常規(guī)尺度下圓管內(nèi)層流換熱,當(dāng)Lh=,換熱趨于充分發(fā)展?fàn)顟B(tài),Nusselt數(shù)趨于定值。根據(jù)Lh的取值范圍≤Lh≤,可以計(jì)算得到換熱入口段長度占總通道長度的百分比為。入口段效應(yīng)對工質(zhì)換熱的影響十分。創(chuàng)闊科技致力于加工設(shè)計(jì)微通道換熱器。
創(chuàng)闊能源科技流量對于換熱效率的影響在低介質(zhì)流量時(shí),金屬換熱器的換熱效率隨介質(zhì)流量的變化存在一個(gè)最大值,亦即對于確定結(jié)構(gòu)的換熱器而言,存在一個(gè)比較好的操作流量值。并且,在相同的流量偏差下,系統(tǒng)效率在亞負(fù)荷操作時(shí),效率降低幅度要比在超負(fù)荷操作時(shí)大得,因此,在一定范圍內(nèi),金屬微通道換熱器可超負(fù)荷運(yùn)行,不宜在亞負(fù)荷狀態(tài)下操作,這點(diǎn)與常規(guī)尺度換熱器系統(tǒng)有明顯的區(qū)別。在高介質(zhì)流量時(shí),器壁軸向?qū)釋Q熱效率的影響逐漸減弱。隨介質(zhì)流量的增加,換熱效率逐漸減小。創(chuàng)闊科技制作微反應(yīng)器的優(yōu)良特性,我們需要精確設(shè)計(jì)微反應(yīng)器。閔行區(qū)微通道換熱器廠家供應(yīng)
創(chuàng)闊科技一站式提供加工換熱器,液冷板,均溫板。水冷板等。湖北PCHE應(yīng)用微通道換熱器
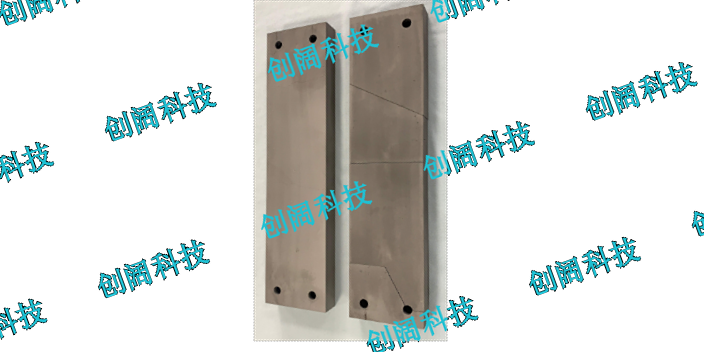
“創(chuàng)闊金屬科技”針對真空、擴(kuò)散、焊接,分別逐個(gè)解釋一下。真空:焊接時(shí)處于真空環(huán)境,其目的一般是為了防氧化。擴(kuò)散:對幾個(gè)待焊件,高壓力讓原子間距離變小,再加高溫,讓原子活躍,原子互相擴(kuò)散到另一個(gè)待焊件里去。焊接:讓幾個(gè)待焊件牢固地結(jié)合。雙金屬真空擴(kuò)散焊,其早期是用于前蘇聯(lián)的軍上。蘇聯(lián)解體后,俄羅斯,烏克蘭繼承了這個(gè)技術(shù)。我國的軍單位、軍類的研發(fā)部門也因此擁有這個(gè)技術(shù)。雙金屬真空擴(kuò)散焊的生產(chǎn)方式成本較高,主要原因是生產(chǎn)效率較低,一般都是一爐一爐在生產(chǎn),一爐的生產(chǎn)時(shí)間長(金屬加溫到焊接溫度得十來個(gè)小時(shí))。真空擴(kuò)散焊的技術(shù)參數(shù)也比較多(氣溫,濕度,加熱溫度,各階段的加熱保溫時(shí)間,壓力,加熱方式,工件位置,工件變形參數(shù)。對整個(gè)技術(shù)團(tuán)隊(duì)的要求高。一個(gè)環(huán)節(jié)沒把握好,就會(huì)報(bào)廢。按爐的較低的生產(chǎn)模式,高技術(shù)要求,成本就必定高了。但雙金屬真空擴(kuò)散焊的產(chǎn)品,有其獨(dú)到的高性能高質(zhì)量優(yōu)勢:結(jié)合強(qiáng)度高,產(chǎn)品密度提高。因此,航空航天、軍一直在采用這個(gè)技術(shù)。但因?yàn)樯a(chǎn)成本高,生產(chǎn)效率不高,加溫加壓工裝設(shè)備、真空設(shè)備等等投入大,因此民用產(chǎn)品采用這個(gè)工藝就少,但隨著科技的進(jìn)步,民品也在更新迭代需要這方面的技術(shù)來替代了。湖北PCHE應(yīng)用微通道換熱器