商機詳情 -
南京微通道換熱器歡迎來電
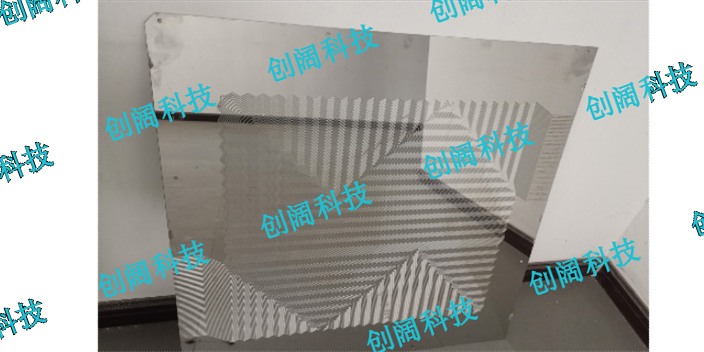
微通道換熱器的工程背景來源于上個世紀80年代高密度電子器件的冷卻和90年代出現的微電子機械系統的傳熱問題。換熱器工質通過的水力學直徑從管片式的10~50mm,板式的3~10mm,不斷發展到小通道的μm,這既是現代微電子機械快速發展對傳熱的現實需求,也是微通道具有的優良傳熱特性使然。微通道技術同時觸發了傳統工業制冷、汽車空調、家用空調等領域提高效率、降低排放的技術革新。微通道換熱器由集流管、多孔扁管和波紋型百葉窗翅片組成。但扁管是每根截斷的,在扁管的兩端有集流管,根據集流管是否分段,可分為單元平流式和多元平流式。百葉窗式翅片具有切斷散熱器上氣體邊界層的發展,使邊界層在各表面不斷地破壞,在下一個沖條形成新的邊界層,不斷利用沖條的前緣效應,達到強化傳熱的目的,提高換熱器性能,在同樣的迎風面下,多元平行流換熱器比管帶式換熱器的換熱效率提高了30%以上,而空氣側阻力不變,甚至減小。集流管與隔板制冷劑的流動是通過集流管和隔板來控制的,能夠很好地優化不同相態冷媒在MCHE管路中的流路分配。多元平流式對于多元平流式冷凝器,其集流管中有隔片隔斷,每段管子數不同,呈逐漸減少趨勢,剛進冷凝器時,制冷劑比容較大,管子數也較多。異形微通道換熱器,創闊科技設計加工。南京微通道換熱器歡迎來電
微通道換熱器
微通道(微通道換熱器)的工程背景來源于上個世紀80年代高密度電子器件的冷卻和90年代出現的微電子機械系統的傳熱問題。1981年,Tuckerman和Pease提出了微通道散熱器的概念;1985年,Swife,Migliori和Wheatley研制出了用于兩流體熱交換的微通道換熱器。隨著微制造技術的發展,人們已經能夠制造水力學直徑?10~1000μm通道所構成的微尺寸換熱器。1986年Cross和Ramshaw研制了印刷電路微尺寸換熱器,體積換熱系數達到7MW/(m3·K);1994年Friedrich和Kang研制的微尺度換熱器體積換熱系數達45MW/(m3·K);2001年,Jiang等提出了微熱管冷卻系統的概念,該微冷卻系統實際上是一個微散熱系統,由電子動力泵、微冷凝器、微熱管組成。如果用微壓縮冷凝系統替代微冷凝器,可實現主動冷卻,支持高密度熱量電子器件的高速運行。河北創闊科技微通道換熱器LNG氣化器,設計加工,工業換熱器設計加工創闊科技。
創闊能源科技對于微通道對流換熱不同于宏觀(指尺寸>1mm)通道換熱的機理。受通道形狀、壁面粗糙度、流體品質、表面過熱量、分子平均自由程與通道尺寸之比等眾多因素的影響,微通道換熱呈現出一些特殊的特點。換熱效率隨熱導率的變化趨勢根據徑向熱阻和器壁軸向熱傳導的影響,換熱器效率隨熱導率的變化可分為3個區域:低熱導率時,隨熱導率的增加,徑向熱阻的影響逐漸減弱,換熱器效率增大,該區域可稱為熱阻控制區;熱導率增加到一定程度時,換熱器效率隨熱導率增加的趨勢逐漸減弱,增至最大值后開始逐漸減小,稱為高效換熱區;熱導率進一步增加時,器壁軸向導熱對換熱過程的影響逐漸增強,換熱器效率隨之減小,并逐漸趨近于器壁完全等溫時的換熱效率50%,稱為熱傳導控制區。
青銅和各種金屬等等。這還遠不是真空擴散焊所能夠焊接材料的全部。真空擴散焊接的主要焊接參數有:溫度、壓力、保溫擴散時間和保護氣氛,冷卻過程中有相變的材料以及陶瓷等脆性材料的擴散焊,還應控制加熱和冷卻速度。1、溫度:系擴散焊重要的焊接參數。在溫度范圍內,擴散過程隨溫度的提高而加快,接頭強度也能相應增加。但溫度的提高受工夾具高溫強度、焊件的相變和再結晶等條件所限,而且溫度高于值后,對接頭質量的影響就不大了。故多數金屬材料固相擴散焊的加熱溫度都定為-(K),其中Tm為母材熔點。2、壓力:主要影響擴散焊的一、二階段。較高壓力能獲得較高質量的接頭,接頭強度與壓力的關系見圖2-46。焊件晶粒度較大或表面粗糙度較大時,所需壓力也較高。壓力上限受焊件總體變形量及設備能力的限制.除熱等靜壓擴散焊外,通常取-50MPa。從限制焊件變形量考慮,壓力可在表2-24范圍內選取。鑒了壓力對擴散焊的第蘭階段影響較小,故固相擴散焊后期允許減低壓力,以減少變形。3、保溫擴散時間:保溫擴散時間并非變量,而與溫度、壓力密切相關,且可在相當寬的范圍內變化。采用較高溫度和壓力時,只需數分鐘;反之,就要數小時。加有中間層的擴散焊。集成式微通道換熱器,高效緊湊型換熱器請聯系創闊科技。
真空擴散焊產品介紹產品名稱:真空擴散焊材料材質:陶瓷和可伐合金、銅、鈦、玻璃和可伐合金;黃金和青銅;鉑和鈦;銀和不銹鋼;鈮和陶瓷、鑰;鋼和鑄鐵、鋁、鎢、鈦、金屑陶瓷、錫;銅和鋁、鈦;青銅和各種金屬以及非金屬材料等等。材料厚度(公制):真空擴散焊的材料厚度通常是采用。產品用途:擴散焊已用于反應堆燃料元件、蜂窩結構板、靜電加速管、各種葉片、葉輪、沖模、換熱器流道板片、深孔加工、工裝治具、鍍膜夾具、電子元件、五金配件、模具冷卻等的制造。產品價格:真空擴散焊的價格通常是以材料的厚度、產品管控精度要求、量產數量等等因素來進行綜合核定評估的,一般批量越大價格越優惠。焊接加工能力:創闊金屬公司擁有先進的真空擴散焊接設備,生產能力強、焊接產品精度高、品質持續穩定,公司每月可生產各種規格的真空擴散焊產品2噸以上,是國內綜合實力較強的真空擴散焊廠家。樣品提供:由于打樣數量較多,基于成本的壓力,本公司所有的真空擴散焊產品都采用付費打樣的模式操作,樣品費用可以在后續的批量訂單中根據協議金額返還給客戶,樣品交期我司一般控制在3天內,加急24小時出樣。微通道換熱器部件加工創闊科技。江蘇多層結構微通道換熱器
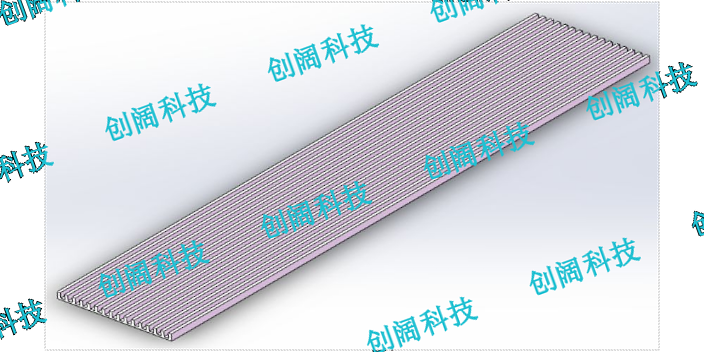
創闊能源科技制作微結構,微通道換熱器,也可以根據需要設計制作。南京微通道換熱器歡迎來電
創闊科技微通道是微型設備的關鍵部位。為了滿足高效傳熱、傳質和化學反應的要求,必須實現高性能機械表面的加工制造,其中包括金屬材料制造各種異形微槽道的技術,金屬表面制造催化劑載體的技術等。常規微系統微通道的加工制造技術主要有以下4大類:(1)IC技術:從大規模集成電路(IC工藝)發展起來的平面加工工藝和體加工工藝,所使用的材料以單晶硅及在其上形成微米級厚的薄膜為主,通過氧化、化學氣相沉積、濺射等方法形成薄膜;再通過光刻、腐蝕特別是各向異性腐蝕、層腐蝕等方法形成各種形狀的微型機械。雖然IC工藝的成熟性決定了它目前在微機械領域中的主導地位,但這種表面微加工技術適合于硅材料,并限于平面結構,厚度很薄,限制了應用范圍。南京微通道換熱器歡迎來電