商機詳情 -
嘉定區微通道換熱器歡迎咨詢
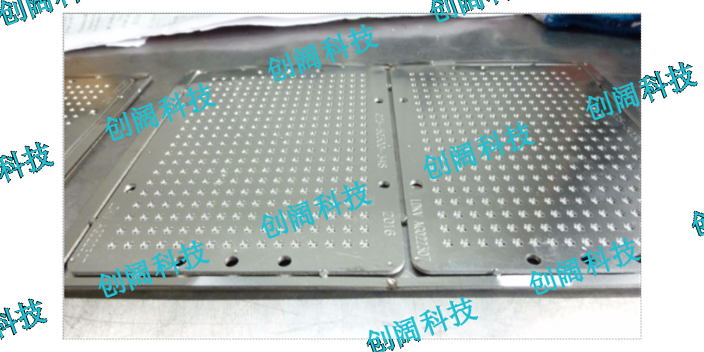
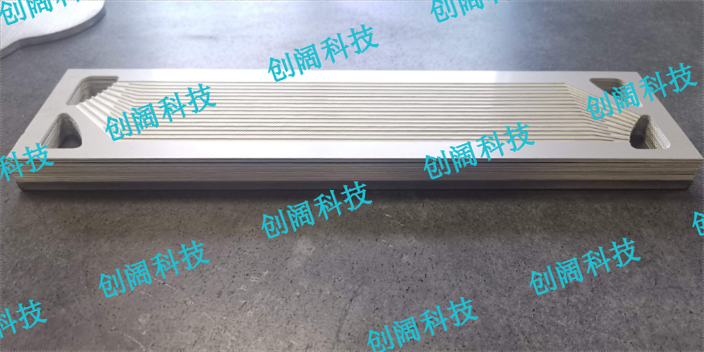
創闊科技制作的微通道換熱器,采用真空擴散焊接方式,這種焊接優點是沒有焊料,焊縫為母材本體,強度與母材相當,耐高溫、耐腐蝕取消了焊料厚度對產品尺寸的影響,相同尺寸下道層數更多,換熱性能更好:避免了焊接過程中焊料流動造成的流道堵塞和產生焊渣等多余物;變形量小,流道尺寸更接近理論尺寸,焊后外形較為美觀:焊縫熔點與母材相同,后期總裝。二次氫弧焊封頭、法蘭、支架等零件時對芯體焊縫影響較小。產品不易泄漏,可靠性較高。高效液冷板設計加工創闊科技。嘉定區微通道換熱器歡迎咨詢
微通道換熱器
創闊科技,致力于微通道換熱器(可達微米級,目前處于國內地位)、擴散焊板翅式換熱器(適用于銅、不銹鋼、鈦等多種材料,此技術填補了國內空白)及緊湊集成式系統的技術開發、研制銷售。公司產品主要采用擴散結合工藝,其優勢是緊湊度高、熱阻較小、換熱效率高、體積小、強度高,主要用于航空、航天、電子、艦船、導彈等高精尖領域。公司認真領悟貫徹國家提出的軍民融合發展的戰略要求,落實“民為,以軍促民”的發展思路,配置質量資源,按照產品研制要求,積極拓展產品市場,努力為國家**事業做出貢獻。創闊科技通過精密微加工技術在高熱導率的薄片材料上加工出微尺度流道(幾微米到幾百微米),多層薄片疊加在一起形成換熱芯體,并通過擴散結合焊接形成一體結構。換熱器內部通常為冷、熱兩種流體,熱量經過微尺度通道壁面相互傳導,進行升溫、降溫。由于微通道尺寸微小,極大地增加了流體的擾動和換熱面積,可以提高換熱器的緊湊程度。優點:耐高溫、耐高壓、耐腐蝕、高緊湊度、高可靠性等。虹口區微通道換熱器廠家供應換熱器制作加工創闊科技。
微通道結構的優化及加工,創闊能源科技以光刻電鍍(LIGA)技術:1986年由德國Ehrfeld等利用高能加速器產生的同步輻射X射線刻蝕、結合電鑄成形和塑料鑄模技術發展出的LIGA工藝。該技術特點是:可以加工出大深寬比的微結構,加工面寬。但LIGA需要同步輻射X射線光源、制造成本高;LIGA實際上是一種標準的二維工藝,難以加工形狀連續變化的三維復雜微結構;而且同步輻射X光刻掩膜的制備也極為困難。(3)屬于個別特殊、特微加工,如微細電火花EDM、電子束加工、離子束加工、掃描隧道顯微鏡技術等。可加工材料面窄、工藝復雜。(4)近年來出現的準分子激光微細加工技術。準分子激光處于遠紫外波段,波長短、光子能量大,可以擊斷高聚物材料的部分化學鍵而實現化學。
創闊科技的微通道尺寸小,流體在微通道中的流動為層流狀態,為了在層流狀態下提高微混合器的混合效果,實現快速混合,學者們設計出了許多微混合器的結構。依據有無外力的加人將微混合器,分為主動型微混合器與被動型微混合器。主動型微混合器需要外界的能量加人以誘導混合的發生,如磁場、電動力、超聲波等。與主動型微混合器需要加人外界能量不同,被動型微混合器依靠自身的幾何結構來促進混合。被動型微混合器又可以分為T型、分流型、混沌型等。T型微混合器結構簡單,但無法提供很大的流體間接觸面積。分流型微混合器將待混合流體分成許多薄層,薄層間相互接觸,增大流體間接觸面積促進混合。本文所研究的內交叉指型微混合器為分流型微混合器。混沌對流可以使流體界面變形、拉伸、折疊,從而增加流體界面面積強化傳質。本文所研究的分離再結合型微混合器就是一種三維結構的混沌型微混合器。高效換熱器加工制作設計找創闊能源科技.
微通道(微通道換熱器)的工程背景來源于上個世紀80年代高密度電子器件的冷卻和90年代出現的微電子機械系統的傳熱問題。1981年,Tuckerman和Pease提出了微通道散熱器的概念;1985年,Swife,Migliori和Wheatley研制出了用于兩流體熱交換的微通道換熱器。隨著微制造技術的發展,人們已經能夠制造水力學直徑?10~1000μm通道所構成的微尺寸換熱器。1986年Cross和Ramshaw研制了印刷電路微尺寸換熱器,體積換熱系數達到7MW/(m3·K);1994年Friedrich和Kang研制的微尺度換熱器體積換熱系數達45MW/(m3·K);2001年,Jiang等提出了微熱管冷卻系統的概念,該微冷卻系統實際上是一個微散熱系統,由電子動力泵、微冷凝器、微熱管組成。如果用微壓縮冷凝系統替代微冷凝器,可實現主動冷卻,支持高密度熱量電子器件的高速運行。緊湊型微結構換熱器創闊科技。鄭州電子芯片微通道換熱器
創闊能源科技加工換熱器板片。嘉定區微通道換熱器歡迎咨詢
“創闊金屬科技”針對真空、擴散、焊接,分別逐個解釋一下。真空:焊接時處于真空環境,其目的一般是為了防氧化。擴散:對幾個待焊件,高壓力讓原子間距離變小,再加高溫,讓原子活躍,原子互相擴散到另一個待焊件里去。焊接:讓幾個待焊件牢固地結合。雙金屬真空擴散焊,其早期是用于前蘇聯的軍上。蘇聯解體后,俄羅斯,烏克蘭繼承了這個技術。我國的軍單位、軍類的研發部門也因此擁有這個技術。雙金屬真空擴散焊的生產方式成本較高,主要原因是生產效率較低,一般都是一爐一爐在生產,一爐的生產時間長(金屬加溫到焊接溫度得十來個小時)。真空擴散焊的技術參數也比較多(氣溫,濕度,加熱溫度,各階段的加熱保溫時間,壓力,加熱方式,工件位置,工件變形參數。對整個技術團隊的要求高。一個環節沒把握好,就會報廢。按爐的較低的生產模式,高技術要求,成本就必定高了。但雙金屬真空擴散焊的產品,有其獨到的高性能高質量優勢:結合強度高,產品密度提高。因此,航空航天、軍一直在采用這個技術。但因為生產成本高,生產效率不高,加溫加壓工裝設備、真空設備等等投入大,因此民用產品采用這個工藝就少,但隨著科技的進步,民品也在更新迭代需要這方面的技術來替代了。嘉定區微通道換熱器歡迎咨詢