商機(jī)詳情 -
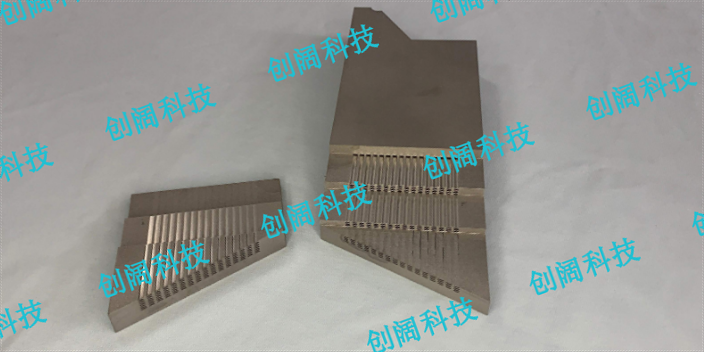
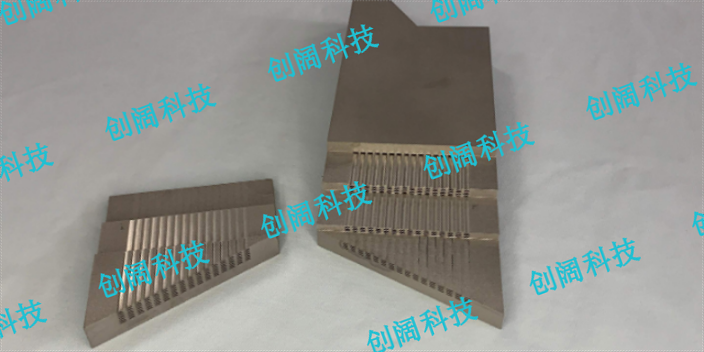
松江區(qū)多層結(jié)構(gòu)微通道換熱器
兩者分別了兩種典型的液相混合方式,前者采用靜態(tài)混合方式,即將流體反復(fù)分割合并以縮短擴(kuò)散路徑,而后者采用流體動力學(xué)集中方法,即多個(gè)進(jìn)料微通道呈扇形分布,集中匯入一個(gè)狹窄的微通道,通過液體的擴(kuò)散作用迅速混合。而英國Hull大學(xué)則設(shè)計(jì)了一種T形液液相微反應(yīng)器,該微反應(yīng)器大的特點(diǎn)是用電滲析(electro–osmoticflow)法輸送流體,如圖所示:它由底板和蓋板兩部分組成,兩部分用退火法焊接在一起。底板上蝕刻的微通道呈T形狀,其中一條微通道裝有金屬催化劑。蓋板上有A、B和C共3個(gè)直徑為2mm的圓柱形容器與微孔道連通,用于貯存反應(yīng)物和產(chǎn)物。微通道板式換熱器設(shè)計(jì)加工創(chuàng)闊科技。松江區(qū)多層結(jié)構(gòu)微通道換熱器
微通道換熱器
創(chuàng)闊科技根據(jù)研究表明,當(dāng)流道尺寸小于3mm時(shí),氣液兩相流動與相變傳熱的規(guī)律將不同于常規(guī)較大尺寸,通道越小,這種尺寸效應(yīng)將越明顯。當(dāng)管內(nèi)徑小到,對流換熱系數(shù)可增大50%~100%。將這種強(qiáng)化傳熱技術(shù)用于空調(diào)換熱器,適當(dāng)改變換熱器的結(jié)構(gòu)、工藝及空氣側(cè)的強(qiáng)化傳熱措施,可有效地增強(qiáng)空調(diào)換熱器的傳熱能力,提高其節(jié)能水平。與比較高效的常規(guī)換熱器相比,空調(diào)器的微尺度換熱器整體換熱效率可望提高20%~30%。平行流冷凝器主要由集流管、多通道扁管和百葉窗翅片三部分組成。集流管將不同根數(shù)的扁管組合成一個(gè)流程,由不同流程組成冷凝器。集流管起分流和合流的作用,同時(shí)也是整個(gè)冷凝器的結(jié)構(gòu)支架。制冷劑進(jìn)入平行流冷凝器后,與傳統(tǒng)的單進(jìn)單出冷凝器的區(qū)別在于:平行流冷凝器中制冷劑由聯(lián)接管道首先進(jìn)入分流集流管,然后分流至各制冷劑扁管與空氣進(jìn)行傳熱,到合流集流管合成一路,進(jìn)入下前列程的分流集流管,創(chuàng)闊能源科技在開發(fā)微細(xì)通道換熱器具有結(jié)構(gòu)緊湊,換熱效率高,重量輕,制冷劑側(cè)和空氣側(cè)流動阻力小等特點(diǎn),經(jīng)歷了管片式,管帶式,發(fā)展為平行流式(也稱微細(xì)通道式)。管片式換熱器也叫翅片管式換熱器,是目前家用空調(diào)中采用的換熱器形式。常州多層結(jié)構(gòu)微通道換熱器真空擴(kuò)散焊接加工,氫氣換熱器,設(shè)計(jì)加工咨詢創(chuàng)闊能源科技。
創(chuàng)闊能源科技對于微通道對流換熱不同于宏觀(指尺寸>1mm)通道換熱的機(jī)理。受通道形狀、壁面粗糙度、流體品質(zhì)、表面過熱量、分子平均自由程與通道尺寸之比等眾多因素的影響,微通道換熱呈現(xiàn)出一些特殊的特點(diǎn)。換熱效率隨熱導(dǎo)率的變化趨勢根據(jù)徑向熱阻和器壁軸向熱傳導(dǎo)的影響,換熱器效率隨熱導(dǎo)率的變化可分為3個(gè)區(qū)域:低熱導(dǎo)率時(shí),隨熱導(dǎo)率的增加,徑向熱阻的影響逐漸減弱,換熱器效率增大,該區(qū)域可稱為熱阻控制區(qū);熱導(dǎo)率增加到一定程度時(shí),換熱器效率隨熱導(dǎo)率增加的趨勢逐漸減弱,增至最大值后開始逐漸減小,稱為高效換熱區(qū);熱導(dǎo)率進(jìn)一步增加時(shí),器壁軸向?qū)釋Q熱過程的影響逐漸增強(qiáng),換熱器效率隨之減小,并逐漸趨近于器壁完全等溫時(shí)的換熱效率50%,稱為熱傳導(dǎo)控制區(qū)。
創(chuàng)闊能源科技臨界熱流密度對于有相變的換熱,微通道中的臨界熱流密度現(xiàn)象不同于常規(guī)通道。微通道中臨界熱流密度的產(chǎn)生是由于微通道的蒸汽阻塞。在達(dá)到臨界熱流密度之前,微通道的流動和傳熱主要是周期性的過冷流動沸騰,從微通道逸出的汽泡和進(jìn)入微通道的液體反復(fù)交替沖刷微通道。一旦達(dá)到臨界熱流密度,微通道中的流動和傳熱主要是一個(gè)蒸汽周期性逸出的過程。一直持續(xù)到過熱蒸汽的出現(xiàn),直到整個(gè)微通道被過熱蒸汽阻塞。入口段效應(yīng)Nusselt數(shù)隨無量綱加熱長度Lh的增加而減小。而對于常規(guī)尺度下圓管內(nèi)層流換熱,當(dāng)Lh=,換熱趨于充分發(fā)展?fàn)顟B(tài),Nusselt數(shù)趨于定值。根據(jù)Lh的取值范圍≤Lh≤,可以計(jì)算得到換熱入口段長度占總通道長度的百分比為。入口段效應(yīng)對工質(zhì)換熱的影響十分。氫氣加熱器,冷卻器設(shè)計(jì)加工,創(chuàng)闊科技。
批量生產(chǎn)時(shí)間:根據(jù)不同客戶的產(chǎn)品焊接需求的厚度和不同的精度管控要求以及訂單批量大小,按計(jì)劃正常一星期內(nèi)檢驗(yàn)出貨,也可以分批次提前出貨。產(chǎn)品檢測及售后:本公司所有的真空擴(kuò)散焊產(chǎn)品的在制品均采用全程影像爐內(nèi)在線監(jiān)控、出貨檢驗(yàn)均采用先進(jìn)的二次元影像儀精密檢測和金相檢測。真空擴(kuò)散焊接的特點(diǎn)一、焊接過程是在沒有液相或較小過渡相參加下,形成接頭后再經(jīng)過擴(kuò)散處理的過程。使其成分和組織與基體一致,接頭內(nèi)不殘留任何鑄態(tài)組織,原始界面消失。因此能保持原有基金屬的物理,化學(xué)和力學(xué)性能,不會改變材料性質(zhì)!二、擴(kuò)散焊由于基體不過熱或熔化,因此幾乎可以在不破壞被焊材料性能的情況下,焊接金屬和非金屬材料。特別適用焊接用一般焊接方法難以實(shí)現(xiàn),或雖可焊接但性能和結(jié)構(gòu)在焊接過程中容易受到嚴(yán)重破壞的材料。如彌散強(qiáng)化的高溫合金,纖維強(qiáng)化的硼—鋁復(fù)合材料等。三、可焊接不同類型,甚至差別很大的材料。包括異種金屬,金屬與陶瓷等冶金上互不相溶的材料。四、真空擴(kuò)散焊接可焊接結(jié)構(gòu)復(fù)雜以及厚薄相差很大的工件。五、加熱均勻,焊件不變形,不產(chǎn)生殘余應(yīng)力。使工件保持較高精度的幾何尺寸和形狀。集成式微通道換熱器,高效緊湊型換熱器請聯(lián)系創(chuàng)闊科技。松江區(qū)微通道換熱器聯(lián)系方式
創(chuàng)闊能源科技加工換熱器板片。松江區(qū)多層結(jié)構(gòu)微通道換熱器
微通道結(jié)構(gòu)的優(yōu)化及加工,創(chuàng)闊能源科技以光刻電鍍(LIGA)技術(shù):1986年由德國Ehrfeld等利用高能加速器產(chǎn)生的同步輻射X射線刻蝕、結(jié)合電鑄成形和塑料鑄模技術(shù)發(fā)展出的LIGA工藝。該技術(shù)特點(diǎn)是:可以加工出大深寬比的微結(jié)構(gòu),加工面寬。但LIGA需要同步輻射X射線光源、制造成本高;LIGA實(shí)際上是一種標(biāo)準(zhǔn)的二維工藝,難以加工形狀連續(xù)變化的三維復(fù)雜微結(jié)構(gòu);而且同步輻射X光刻掩膜的制備也極為困難。(3)屬于個(gè)別特殊、特微加工,如微細(xì)電火花EDM、電子束加工、離子束加工、掃描隧道顯微鏡技術(shù)等。可加工材料面窄、工藝復(fù)雜。(4)近年來出現(xiàn)的準(zhǔn)分子激光微細(xì)加工技術(shù)。準(zhǔn)分子激光處于遠(yuǎn)紫外波段,波長短、光子能量大,可以擊斷高聚物材料的部分化學(xué)鍵而實(shí)現(xiàn)化學(xué)。松江區(qū)多層結(jié)構(gòu)微通道換熱器