商機詳情 -
PCHE應用微通道換熱器廠家直銷
創闊科技根據研究表明,當流道尺寸小于3mm時,氣液兩相流動與相變傳熱的規律將不同于常規較大尺寸,通道越小,這種尺寸效應將越明顯。當管內徑小到,對流換熱系數可增大50%~100%。將這種強化傳熱技術用于空調換熱器,適當改變換熱器的結構、工藝及空氣側的強化傳熱措施,可有效地增強空調換熱器的傳熱能力,提高其節能水平。與比較高效的常規換熱器相比,空調器的微尺度換熱器整體換熱效率可望提高20%~30%。平行流冷凝器主要由集流管、多通道扁管和百葉窗翅片三部分組成。集流管將不同根數的扁管組合成一個流程,由不同流程組成冷凝器。集流管起分流和合流的作用,同時也是整個冷凝器的結構支架。制冷劑進入平行流冷凝器后,與傳統的單進單出冷凝器的區別在于:平行流冷凝器中制冷劑由聯接管道首先進入分流集流管,然后分流至各制冷劑扁管與空氣進行傳熱,到合流集流管合成一路,進入下前列程的分流集流管,創闊能源科技在開發微細通道換熱器具有結構緊湊,換熱效率高,重量輕,制冷劑側和空氣側流動阻力小等特點,經歷了管片式,管帶式,發展為平行流式(也稱微細通道式)。管片式換熱器也叫翅片管式換熱器,是目前家用空調中采用的換熱器形式。多層焊接式換熱器,找創闊科技。PCHE應用微通道換熱器廠家直銷
微通道換熱器
近年來,在許多行業和應用中,對高性能熱交換設備的需求不斷增長,包括電子、發電廠、熱泵、制冷和空調系統。創闊科技在微通道換熱器的開發和使用有望能滿足這些不同行業的需求,因為這種換熱器的換熱面積和體積比高,具有高傳熱效率的可能性,從而提高了換熱器整體傳熱性能并具有節能潛力。此外,創闊科技根據行業需要制作的緊湊結構也可以節省空間、材料和成本、并減少了對制冷劑用量的需求。通常,微通道換熱器頭部聯管箱中兩相流分配不均勻,這種不均勻性需要盡比較大可能排除,才能很大程度地提高其緊湊性優勢,同時提高換熱器傳熱效率。之前的研究工作有試圖改善兩相流的分布,但大多數努力都集中在水平聯管箱內,這種聯管方式通常出現在室內機中。創闊科技的研發團隊在研究開發并實驗研究了改進的聯管箱結構(雙室聯管),以期改善立式聯管箱中的兩相流分布。通過設計和構建的一個實驗裝置,給待測換熱器提供空調實際運行條件,用以研究在各種操作運行條件下的兩相流分布特性和換熱器性能。實驗臺有兩個主要部分——測試部分和測試環境生成部分。而其余組件則包含在測試環境生成部分中。使用R410A作為制冷劑進行了實驗,并用高速攝像頭對實驗進行了可視化分析。宿遷不銹鋼微通道換熱器微化工混合器、反應器制作加工設計聯系創闊科技。
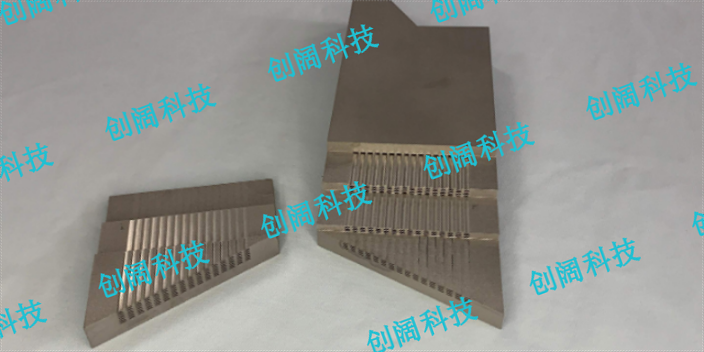
創闊科技制作的微通道換熱器,采用真空擴散焊接方式,這種焊接優點是沒有焊料,焊縫為母材本體,強度與母材相當,耐高溫、耐腐蝕取消了焊料厚度對產品尺寸的影響,相同尺寸下道層數更多,換熱性能更好:避免了焊接過程中焊料流動造成的流道堵塞和產生焊渣等多余物;變形量小,流道尺寸更接近理論尺寸,焊后外形較為美觀:焊縫熔點與母材相同,后期總裝。二次氫弧焊封頭、法蘭、支架等零件時對芯體焊縫影響較小。產品不易泄漏,可靠性較高。
創闊科技采用真空擴散焊接制造微通道換熱器,熱交換器作為熱管理系統關鍵裝備,小型化(緊湊化)、換熱效率高效化是當前該領域的主流發展方向,其使役性能方面的要求也日益嚴苛。這直接導致了熱交換器裝備在用材、加工、制造工藝等方面面臨極大的挑戰。以列管式換熱器為例,對于薄壁或超薄壁的換熱管,是以產品結構優化使用分體機械加工再真空擴散焊接加工來完成,然而普通的換熱管極易發生溶蝕和燒穿,很難難焊并不不能焊。創闊科技團隊通過焊接材料成分體系的科學設計、焊接工藝制度的不斷優化,機械加工的不斷更新,超薄壁換熱管的焊接難題可以得到有效的解決。微米和納米級的微通道是微化工設備系統的主要組成部分,創闊科技為其研發制作一站式服務。
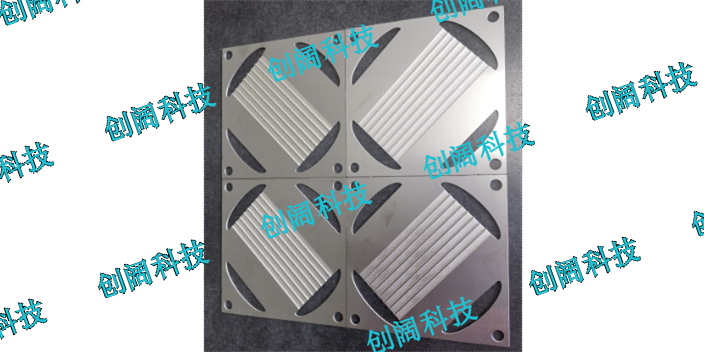
創闊能源科技制作的板式換熱器.重量輕,板式換熱器的板片厚度為1MM,而管殼式換熱器的換熱管的厚度為,管殼式的殼體比板式換熱器的框架重得多,板式換熱器一般只有管殼式重量的1/5左右,采用相同材料,在相同換熱面積下,板式換熱器價格比管殼式約低百分之四十~百分之六十,熱損失小,板式換熱器只有傳熱板的外殼板暴露在大氣中,因此板式換熱器散熱損失可以忽略不計,也不需要保溫措施。而管殼式換熱器熱損失大,需要隔熱層。換熱器是實現將熱能從一種流體傳至另一種流體的設備。在簡單的換熱器中,熱流體和冷流體直接混合在一起;比較常見的換熱器是熱、冷兩種流體在換熱器中被隔板分開,由于兩側熱流體和冷流體的溫度差,會形成熱交換,即初中物理的熱平衡,高溫物體的熱量總是向低溫物體傳遞,這樣就把熱側熱量交換給了冷側,有時我們又稱換熱器為熱交換器。換熱器制作加工創闊科技。陜西微通道換熱器技術指導
創闊科技一站式提供加工換熱器,液冷板,均溫板。水冷板等。PCHE應用微通道換熱器廠家直銷
創闊科技使用的真空擴散焊是一種固態連接方法,是在一定溫度和壓力下使待焊表面發生微小的塑性變形實現大面積的緊密接觸,并經一定時間的保溫,通過接觸面間原子的互擴散及界面遷移從而實現零件的冶金結合。擴散焊大致可分為三個階段:第一階段為初始塑性變形階段。在高溫和壓力下,粗糙表面的微觀凸起首先接觸,并發生塑性變形,實際接觸面積增加,并伴隨表面附著層和氧化膜的破碎,使界面實現緊密接觸,形成大量金屬鍵,為原子的擴散提供條件。第二階段為界面原子的互擴散和遷移。在連接溫度下,原子處于較高的活躍狀態,待焊表面變形形成的大量空位、位錯和晶格畸變等缺陷,使得原子擴散系數增加。此外,此階段還伴隨著再結晶的發生,以實現更加牢固的冶金結合和界面孔洞的收縮及消失。第三階段為界面及孔洞的消失。該階段原子繼續擴散使原始界面和孔洞完全消失,達到良好的冶金結合。其優點可歸納為以下幾點:(1)接頭性能優異。擴散焊接頭強度高,真空密封性好,質量穩定。對于同質材料,焊接接頭的微觀組織及性能與母材相似,且母材在焊后其物理、化學性能基本不發生改變。(2)焊接變形小。擴散連接是一種固相連接技術,焊接過程中沒有金屬的熔化和凝固。PCHE應用微通道換熱器廠家直銷