商機詳情 -
楊浦區微通道換熱器設計
創闊科技微通道是微型設備的關鍵部位。為了滿足高效傳熱、傳質和化學反應的要求,必須實現高性能機械表面的加工制造,其中包括金屬材料制造各種異形微槽道的技術,金屬表面制造催化劑載體的技術等。常規微系統微通道的加工制造技術主要有以下4大類:(1)IC技術:從大規模集成電路(IC工藝)發展起來的平面加工工藝和體加工工藝,所使用的材料以單晶硅及在其上形成微米級厚的薄膜為主,通過氧化、化學氣相沉積、濺射等方法形成薄膜;再通過光刻、腐蝕特別是各向異性腐蝕、層腐蝕等方法形成各種形狀的微型機械。雖然IC工藝的成熟性決定了它目前在微機械領域中的主導地位,但這種表面微加工技術適合于硅材料,并限于平面結構,厚度很薄,限制了應用范圍。微通道板式換熱器設計加工創闊科技。楊浦區微通道換熱器設計
微通道換熱器
微通道換熱器的工程背景來源于上個世紀80年代高密度電子器件的冷卻和90年代出現的微電子機械系統的傳熱問題。換熱器工質通過的水力學直徑從管片式的10~50mm,板式的3~10mm,不斷發展到小通道的μm,這既是現代微電子機械快速發展對傳熱的現實需求,也是微通道具有的優良傳熱特性使然。微通道技術同時觸發了傳統工業制冷、汽車空調、家用空調等領域提高效率、降低排放的技術革新。微通道換熱器由集流管、多孔扁管和波紋型百葉窗翅片組成。但扁管是每根截斷的,在扁管的兩端有集流管,根據集流管是否分段,可分為單元平流式和多元平流式。百葉窗式翅片具有切斷散熱器上氣體邊界層的發展,使邊界層在各表面不斷地破壞,在下一個沖條形成新的邊界層,不斷利用沖條的前緣效應,達到強化傳熱的目的,提高換熱器性能,在同樣的迎風面下,多元平行流換熱器比管帶式換熱器的換熱效率提高了30%以上,而空氣側阻力不變,甚至減小。集流管與隔板制冷劑的流動是通過集流管和隔板來控制的,能夠很好地優化不同相態冷媒在MCHE管路中的流路分配。多元平流式對于多元平流式冷凝器,其集流管中有隔片隔斷,每段管子數不同,呈逐漸減少趨勢,剛進冷凝器時,制冷劑比容較大,管子數也較多。虹口區緊湊型多結構微通道換熱器創闊科技加工微通道換熱器,微米級等多種結構。
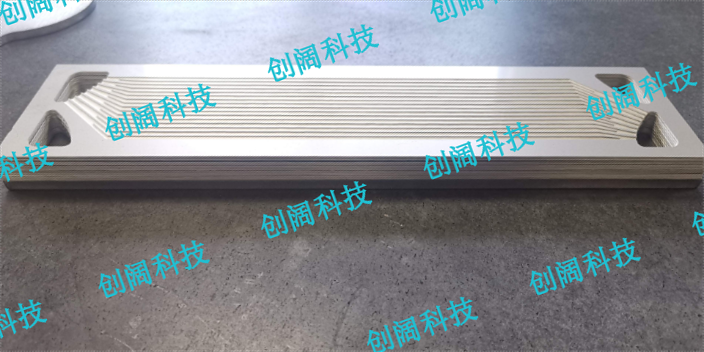
創闊科技制作的微通道換熱器,采用真空擴散焊接方式,這種焊接優點是沒有焊料,焊縫為母材本體,強度與母材相當,耐高溫、耐腐蝕取消了焊料厚度對產品尺寸的影響,相同尺寸下道層數更多,換熱性能更好:避免了焊接過程中焊料流動造成的流道堵塞和產生焊渣等多余物;變形量小,流道尺寸更接近理論尺寸,焊后外形較為美觀:焊縫熔點與母材相同,后期總裝。二次氫弧焊封頭、法蘭、支架等零件時對芯體焊縫影響較小。產品不易泄漏,可靠性較高。
創闊能源科技微通道加工材質的選擇在低介質流量時,熱阻控制區為低熱導率區。因此低熱導率材料換熱器(如玻璃)的換熱效率要明顯高于諸如金屬等具高熱導率的換熱器。在高介質流量時,對于結構參數一定的換熱器,隨操作流量的增加,導熱熱阻對換熱效率的影響逐漸增強,高效換熱區也向高熱導率方向移動,換熱器材料可用熱導率相對較低的金屬材料(如不銹鋼)。Bier等對錯流式微通道換熱器內氣-氣換熱特性進行了數值分析和實驗研究,結果表明,不銹鋼微通道換熱器的換熱效率高于銅微換熱器。高效液冷換熱器,多結構多介質換熱器,設計加工找創闊科技。
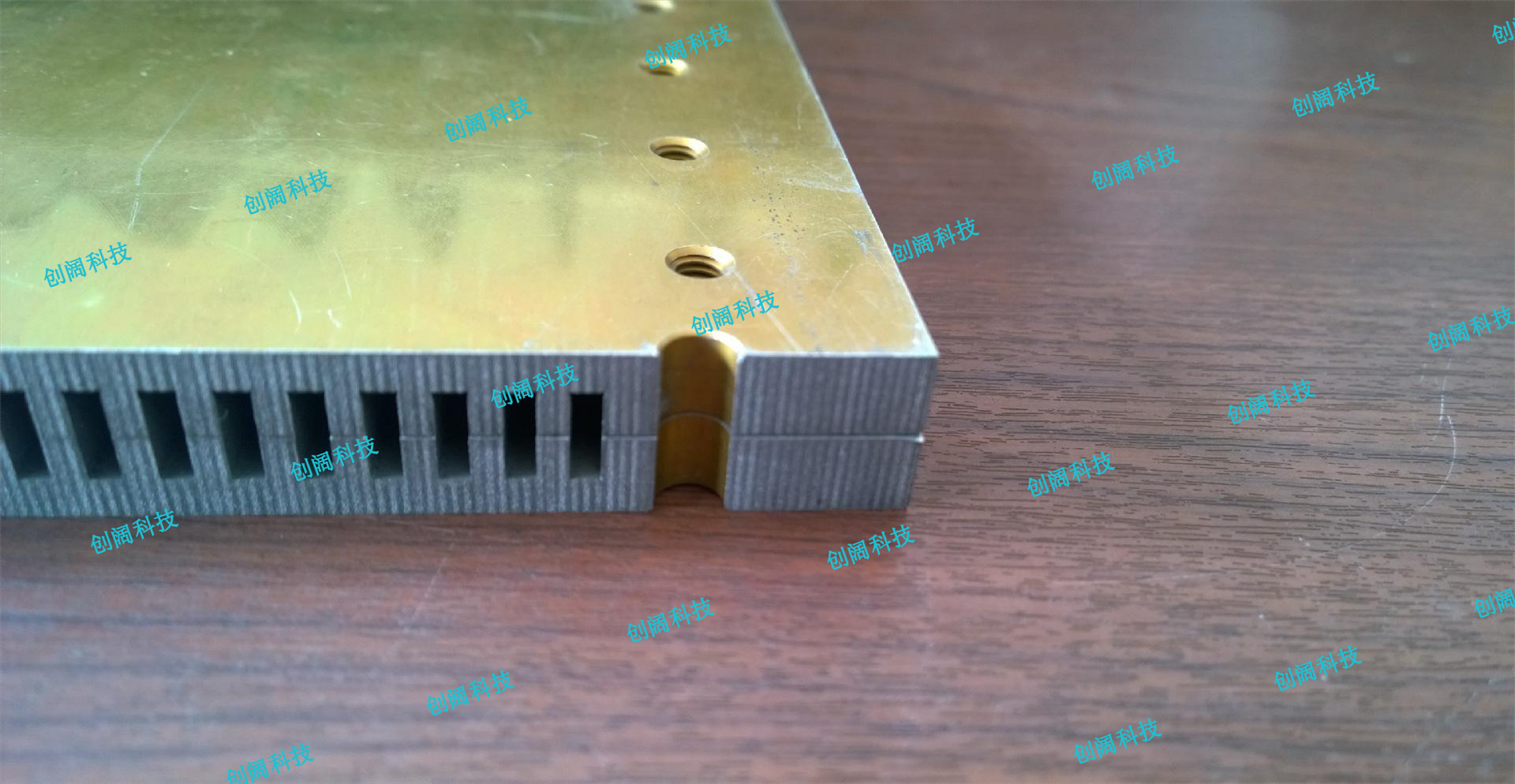
創闊科技換熱器有多種,以平板式換熱器為例。現階段創闊科技的平板式換熱器制造工藝以真空擴散焊接加工,而釬焊方法因為服役環境對釬料的限制而存在很大的局限性,使用壽命有限,而真空擴散焊方法則可以有效地避免這一問題。但后者對工件的加工質量、表面狀態以及設備有著極高的要求。而且,更有甚者,隨著換熱器結構的緊湊化、小型化發展,真空擴散焊的技術優勢進一步彰顯,但技術難度的加大也顯而易見。換熱器微通道的變形與界面結合率之間如何取得良好的平衡直接決定了真空擴散焊工藝的成敗。高效液冷板設計加工創闊科技。電子芯片微通道換熱器設計
板式換熱器加工制作,創闊科技。楊浦區微通道換熱器設計
技術實現要素:本實用新型的目的是為了解決現有技術中存在流體表面張力的作用變得極為明顯,流體在微通道內流動時總是處于平流狀態,不同流體間的混合主要依靠分子間的擴散作用,混合效率較低的缺點,而提出的一種實現多次加強混合作用的微通道結構。為了實現上述目的。“創闊科技”研究開發一種實現多次加強混合作用的微通道結構,包括主流道和第二主流道,所述主流道的右側設置有前腔混合室,且主流道和前腔混合室之間設置有分流道路,所述分流道路的右側設置有中間混合腔室。楊浦區微通道換熱器設計