商機詳情 -
南京鋁合金微通道換熱器
創闊科技致力于加工微通道換熱器根據其流路型式又稱平行流換熱器,較早出現在電子領域。隨著科技的進步和加工手段的更新,電子產品集成化程度越來越高,電子元件的散熱就成為了棘手的問題。于是人們將微技術也應用到了散熱器方面。微通道技術可以提高過程機械裝置的傳熱和傳質效率,由于尺寸較小,面積體積比增大,表面作用增強,從而導致傳遞效果有明顯的增強,比常規尺寸提高了2~3個數量級,微通道換熱器的良好性能使其應用領域迅速擴大,人們開始將微通道換熱器應用在汽車領域。現階段汽車空調的冷凝器以及蒸發器都在使用微通道換熱器。它質量輕、換熱系數高、耐腐蝕的特點正好滿足了汽車空調對于高性能換熱器的需求。真空擴散焊接加工,氫氣換熱器,設計加工咨詢創闊科技。南京鋁合金微通道換熱器
微通道換熱器
創闊能源科技微通道加工材質的選擇在低介質流量時,熱阻控制區為低熱導率區。因此低熱導率材料換熱器(如玻璃)的換熱效率要明顯高于諸如金屬等具高熱導率的換熱器。在高介質流量時,對于結構參數一定的換熱器,隨操作流量的增加,導熱熱阻對換熱效率的影響逐漸增強,高效換熱區也向高熱導率方向移動,換熱器材料可用熱導率相對較低的金屬材料(如不銹鋼)。Bier等對錯流式微通道換熱器內氣-氣換熱特性進行了數值分析和實驗研究,結果表明,不銹鋼微通道換熱器的換熱效率高于銅微換熱器。水冷板微通道換熱器歡迎咨詢創闊科技加工微通道換熱器,微米級等多種結構。
可以極大地提高非均相反應的混合效率;特有的換熱層,使得單位面積的換熱效率是普通釜式反應釜的1000倍以上,可以精確控制反應的溫度。靈活性:該反應器進料系統流速從15到250毫升/分鐘。流速范圍廣,既可用于實驗室研發也可用于80噸年通量的小規模生產。滿足公司不同的需求。玻璃反應器:玻璃反應器可視性強,易于清潔。可用于光化學反應。極端條件:可以實現-60°C至+230°C溫度范圍內,壓力小于18bar的合成反應;實現大部分液液非均相及氣液相條件下的反應。該反應器具有固體處理能力,也可用于氣液固三相反應。危險性物質的安全合成:安全合成危險性物質,如過氧化物,重氮化物等。強放熱反應的平穩控制。多步合成:反應器具有多個試劑入口,可以在一個反應器中實現多步合成。可放大性:“創闊科技”反應器研究出的工藝條件,可在大規模生產設備上放大。
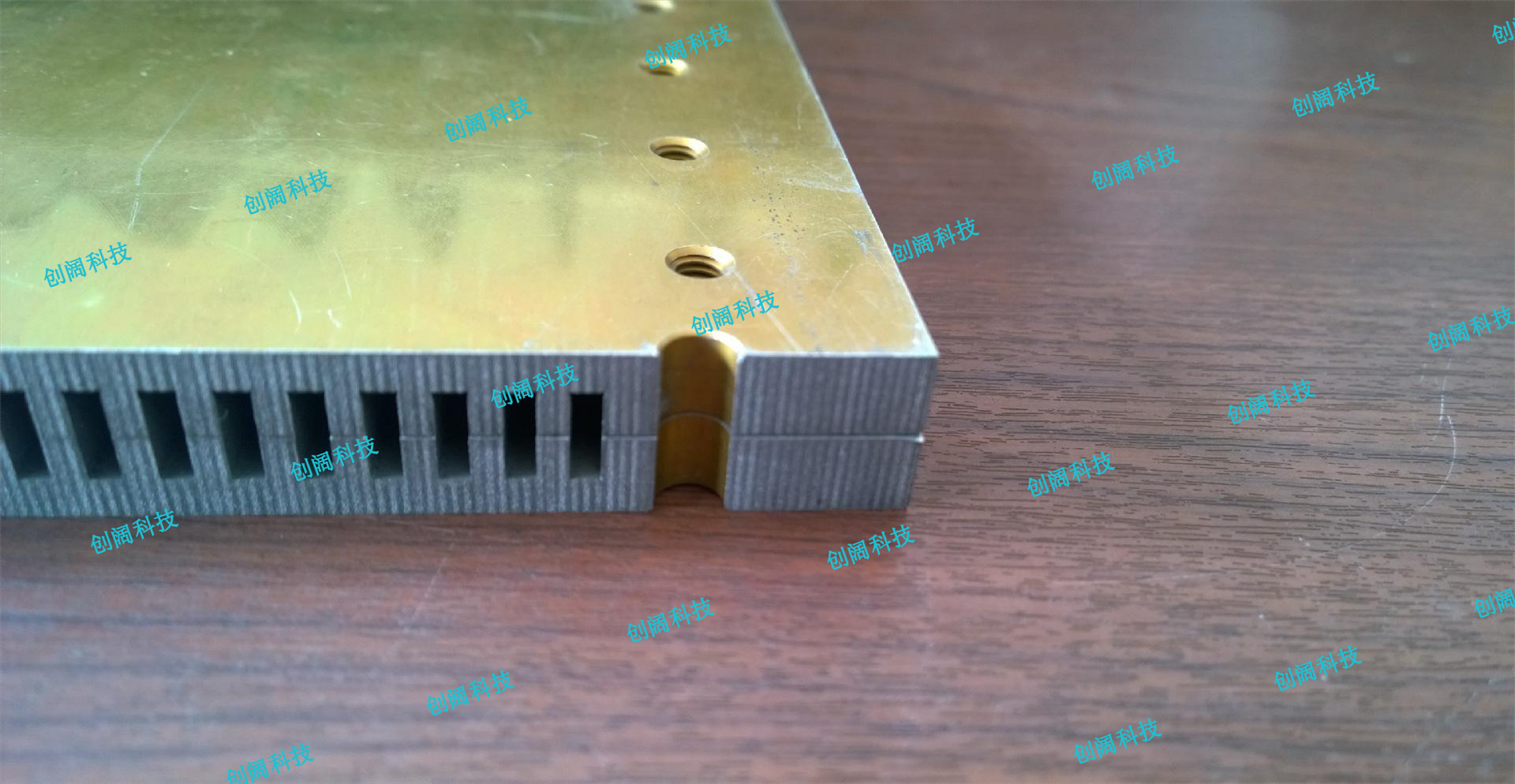
微通道,也稱為微通道換熱器,就是通道當量直徑在10-1000μm的換熱器。這種換熱器的扁平管內有數十條細微流道,在扁平管的兩端與圓形集管相聯。集管內設置隔板,將換熱器流道分隔成數個流程。板式換熱器是由一系列具有一定波紋形狀的金屬片疊裝而成的一種新型換熱器。各種板片之間形成薄矩形通道,通過板片進行熱量交換。不管是微通道板片的原理和換熱器板片每張板片包含兩個部件:金屬板:為壓制有波紋、密封槽和角孔的金屬薄板,是重要的傳熱元件。波紋不僅可強化傳熱,而且可以增加薄板的和剛性,從而提高板式換熱器的承壓能力,并由于促使液體呈湍流狀態,故可減輕沉淀物或污垢的形成,起到一定的“自潔”作用。密封墊片:安裝在沿板片周邊的墊圈槽內,密封板片之間的周邊,防止流體向外泄漏,并按設計要求,密封一部分角孔,使冷、熱液體按各自的流道流動。換熱器板片密封原理在波紋板片上粘有密封墊,密封墊設計成雙道密封結構,并具有信號孔。當介質如從前一道密封泄漏時,可從信號孔泄出,便能及早發現問題加以解決,不會造成兩種介質的混合。微通道換熱器,創闊科技加工。
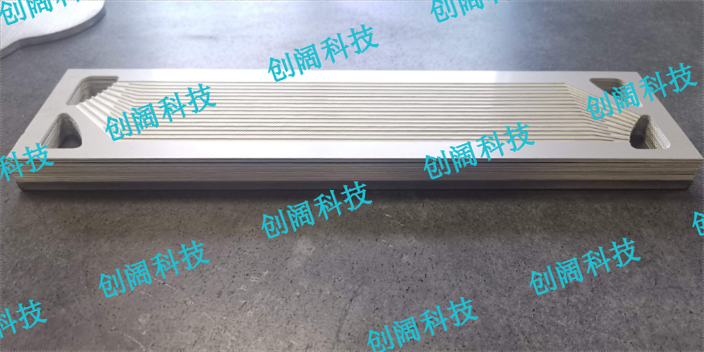
換熱器作為化工過程機械的典型產品,是工藝過程中必不可少的單元設備,地應用于石油、化工、動力、核能、冶金、船舶、交通、制冷、食品及制藥等工業部門及**工程中。其材料及動力消耗占整個工藝設備的30%左右,在化工機械生產中占有重要的地位。如何提高換熱器的緊湊度,以達到在單位體積上傳遞更多的熱量,一直是換熱器研究和發展應用的目標。器件裝置微型化(Miniaturization)的強大發展趨勢推動了微電子技術的迅猛發展和MEMS(micro—electro—mechanicalsystem)技術的不斷進步,也推動了更加高效、更加小型化的微通道換熱器(micro-channelheatexchanger)的誕生。創闊能源科技可制作幾微米到幾百微米微型槽,S型,圓筒形,蛇形等。創闊能源科技,可根據不同的要求制作設計微通道換熱器。高效液冷板設計加工創闊科技。南京鋁合金微通道換熱器
氫氣加熱器,冷卻器設計加工,創闊科技。南京鋁合金微通道換熱器
青銅和各種金屬等等。這還遠不是真空擴散焊所能夠焊接材料的全部。真空擴散焊接的主要焊接參數有:溫度、壓力、保溫擴散時間和保護氣氛,冷卻過程中有相變的材料以及陶瓷等脆性材料的擴散焊,還應控制加熱和冷卻速度。1、溫度:系擴散焊重要的焊接參數。在溫度范圍內,擴散過程隨溫度的提高而加快,接頭強度也能相應增加。但溫度的提高受工夾具高溫強度、焊件的相變和再結晶等條件所限,而且溫度高于值后,對接頭質量的影響就不大了。故多數金屬材料固相擴散焊的加熱溫度都定為-(K),其中Tm為母材熔點。2、壓力:主要影響擴散焊的一、二階段。較高壓力能獲得較高質量的接頭,接頭強度與壓力的關系見圖2-46。焊件晶粒度較大或表面粗糙度較大時,所需壓力也較高。壓力上限受焊件總體變形量及設備能力的限制.除熱等靜壓擴散焊外,通常取-50MPa。從限制焊件變形量考慮,壓力可在表2-24范圍內選取。鑒了壓力對擴散焊的第蘭階段影響較小,故固相擴散焊后期允許減低壓力,以減少變形。3、保溫擴散時間:保溫擴散時間并非變量,而與溫度、壓力密切相關,且可在相當寬的范圍內變化。采用較高溫度和壓力時,只需數分鐘;反之,就要數小時。加有中間層的擴散焊。南京鋁合金微通道換熱器