商機詳情 -
PCHE應用微通道換熱器歡迎來電
微通道,也稱為微通道換熱器,就是通道當量直徑在10-1000μm的換熱器。這種換熱器的扁平管內有數十條細微流道,在扁平管的兩端與圓形集管相聯。集管內設置隔板,將換熱器流道分隔成數個流程,創闊科技支持定做微通道換熱器1.節能節能是空調器的一項重要指標。相比較常規換熱器,微通道換熱器由于其更高的換熱效率可以更容易達到高等級如1級能效標準的產品。2.成本與常規換熱器不同,微通道換熱器不主要依靠增加材料消耗提到換熱效率,在達到一定生產規模時將具有成本優勢。另外,銅與鋁的價格差距越大,其成本優勢越明顯。3.推廣潛力微通道目前在空調行業的應用不比銅管刺片換熱器,主要是目前主流空調廠家都有自配套的兩器工廠,替代勢必會導致現有投資的損失。但由于微通道換熱器的諸多優勢,主流廠家又都投入專門的力量在研究微通道換熱器,一旦瓶頸突破微通道可以極大的提升產品的競爭力和企業的可持續發展能力。因此,我們也相信微通道的市場會越來越廣,越來越大,創闊科技可提供定制化的微通道換熱器解決方案,歡迎聯系。創闊科技按微反應器的操作模式可分為:連續微反應器、半連續微反應器和間歇微反應器。PCHE應用微通道換熱器歡迎來電
微通道換熱器
創闊能源科技臨界熱流密度對于有相變的換熱,微通道中的臨界熱流密度現象不同于常規通道。微通道中臨界熱流密度的產生是由于微通道的蒸汽阻塞。在達到臨界熱流密度之前,微通道的流動和傳熱主要是周期性的過冷流動沸騰,從微通道逸出的汽泡和進入微通道的液體反復交替沖刷微通道。一旦達到臨界熱流密度,微通道中的流動和傳熱主要是一個蒸汽周期性逸出的過程。一直持續到過熱蒸汽的出現,直到整個微通道被過熱蒸汽阻塞。入口段效應Nusselt數隨無量綱加熱長度Lh的增加而減小。而對于常規尺度下圓管內層流換熱,當Lh=,換熱趨于充分發展狀態,Nusselt數趨于定值。根據Lh的取值范圍≤Lh≤,可以計算得到換熱入口段長度占總通道長度的百分比為。入口段效應對工質換熱的影響十分。黃浦區微通道換熱器設計注塑模具流道板真空擴散焊接加工制作創闊科技。
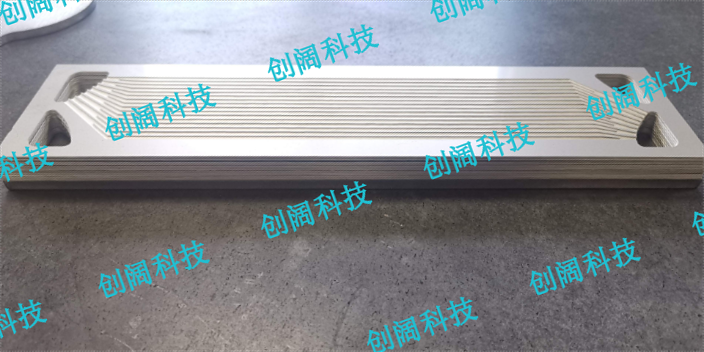
創闊科技,致力于微通道換熱器(可達微米級,目前處于國內地位)、擴散焊板翅式換熱器(適用于銅、不銹鋼、鈦等多種材料,此技術填補了國內空白)及緊湊集成式系統的技術開發、研制銷售。公司產品主要采用擴散結合工藝,其優勢是緊湊度高、熱阻較小、換熱效率高、體積小、強度高,主要用于航空、航天、電子、艦船、導彈等高精尖領域。公司認真領悟貫徹國家提出的軍民融合發展的戰略要求,落實“民為,以軍促民”的發展思路,配置質量資源,按照產品研制要求,積極拓展產品市場,努力為國家**事業做出貢獻。創闊科技通過精密微加工技術在高熱導率的薄片材料上加工出微尺度流道(幾微米到幾百微米),多層薄片疊加在一起形成換熱芯體,并通過擴散結合焊接形成一體結構。換熱器內部通常為冷、熱兩種流體,熱量經過微尺度通道壁面相互傳導,進行升溫、降溫。由于微通道尺寸微小,極大地增加了流體的擾動和換熱面積,可以提高換熱器的緊湊程度。優點:耐高溫、耐高壓、耐腐蝕、高緊湊度、高可靠性等。
目前,隨著微型機械電子系統和微型化學機械系統的發展,傳統的換熱裝置已不能滿足應用系統的基本要求,換熱裝置微型化的發展成為迫切要求和必然趨勢;另外,隨著能源問題的日漸突顯,也要求在滿足熱量交換的前提下,盡可能縮小設備體積,即提高設備的緊湊性,進而減輕設備重量,節約材料,并相應地減少占地面積。目前,微型換熱裝置雖然在設計、制造、裝配、密封技術和參數測量(無接觸測量技術)等技術方面還存在很多難點,但隨著大量的試驗和數值模擬對其結構、性能等的技術改進和優化設計研究,微型換熱裝置將日趨成熟,成為一種具有廣泛應用前景的新型設備,創闊科技致力于開發研究,微通道換熱器,氫氣加熱器,微化工混合反應器等等。超零界換熱器設計加工,創闊科技。
換熱器作為化工過程機械的典型產品,是工藝過程中必不可少的單元設備,地應用于石油、化工、動力、核能、冶金、船舶、交通、制冷、食品及制藥等工業部門及**工程中。其材料及動力消耗占整個工藝設備的30%左右,在化工機械生產中占有重要的地位。如何提高換熱器的緊湊度,以達到在單位體積上傳遞更多的熱量,一直是換熱器研究和發展應用的目標。器件裝置微型化(Miniaturization)的強大發展趨勢推動了微電子技術的迅猛發展和MEMS(micro—electro—mechanicalsystem)技術的不斷進步,也推動了更加高效、更加小型化的微通道換熱器(micro-channelheatexchanger)的誕生。創闊能源科技可制作幾微米到幾百微米微型槽,S型,圓筒形,蛇形等。創闊能源科技,可根據不同的要求制作設計微通道換熱器。創闊科技制作微結構,微通道換熱器,也可以根據需要設計制作。奉賢區創闊金屬微通道換熱器
微通道換熱器部件加工創闊科技。PCHE應用微通道換熱器歡迎來電
“創闊金屬科技”針對真空、擴散、焊接,分別逐個解釋一下。真空:焊接時處于真空環境,其目的一般是為了防氧化。擴散:對幾個待焊件,高壓力讓原子間距離變小,再加高溫,讓原子活躍,原子互相擴散到另一個待焊件里去。焊接:讓幾個待焊件牢固地結合。雙金屬真空擴散焊,其早期是用于前蘇聯的軍上。蘇聯解體后,俄羅斯,烏克蘭繼承了這個技術。我國的軍單位、軍類的研發部門也因此擁有這個技術。雙金屬真空擴散焊的生產方式成本較高,主要原因是生產效率較低,一般都是一爐一爐在生產,一爐的生產時間長(金屬加溫到焊接溫度得十來個小時)。真空擴散焊的技術參數也比較多(氣溫,濕度,加熱溫度,各階段的加熱保溫時間,壓力,加熱方式,工件位置,工件變形參數。對整個技術團隊的要求高。一個環節沒把握好,就會報廢。按爐的較低的生產模式,高技術要求,成本就必定高了。但雙金屬真空擴散焊的產品,有其獨到的高性能高質量優勢:結合強度高,產品密度提高。因此,航空航天、軍一直在采用這個技術。但因為生產成本高,生產效率不高,加溫加壓工裝設備、真空設備等等投入大,因此民用產品采用這個工藝就少,但隨著科技的進步,民品也在更新迭代需要這方面的技術來替代了。PCHE應用微通道換熱器歡迎來電