商機(jī)詳情 -
上海微通道換熱器加工
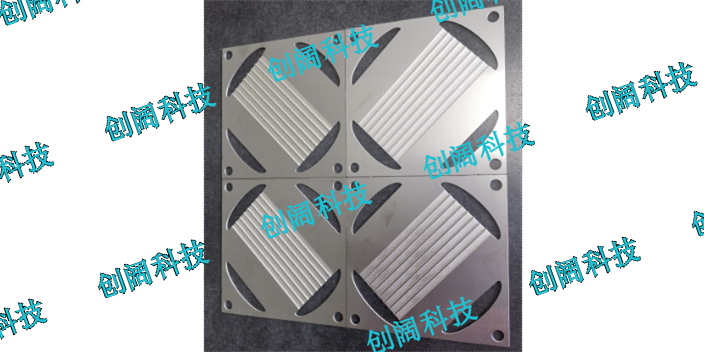
真空擴(kuò)散焊產(chǎn)品介紹產(chǎn)品名稱:真空擴(kuò)散焊材料材質(zhì):陶瓷和可伐合金、銅、鈦、玻璃和可伐合金;黃金和青銅;鉑和鈦;銀和不銹鋼;鈮和陶瓷、鑰;鋼和鑄鐵、鋁、鎢、鈦、金屑陶瓷、錫;銅和鋁、鈦;青銅和各種金屬以及非金屬材料等等。材料厚度(公制):真空擴(kuò)散焊的材料厚度通常是采用。產(chǎn)品用途:擴(kuò)散焊已用于反應(yīng)堆燃料元件、蜂窩結(jié)構(gòu)板、靜電加速管、各種葉片、葉輪、沖模、換熱器流道板片、深孔加工、工裝治具、鍍膜夾具、電子元件、五金配件、模具冷卻等的制造。產(chǎn)品價(jià)格:真空擴(kuò)散焊的價(jià)格通常是以材料的厚度、產(chǎn)品管控精度要求、量產(chǎn)數(shù)量等等因素來進(jìn)行綜合核定評(píng)估的,一般批量越大價(jià)格越優(yōu)惠。焊接加工能力:創(chuàng)闊金屬公司擁有先進(jìn)的真空擴(kuò)散焊接設(shè)備,生產(chǎn)能力強(qiáng)、焊接產(chǎn)品精度高、品質(zhì)持續(xù)穩(wěn)定,公司每月可生產(chǎn)各種規(guī)格的真空擴(kuò)散焊產(chǎn)品2噸以上,是國(guó)內(nèi)綜合實(shí)力較強(qiáng)的真空擴(kuò)散焊廠家。樣品提供:由于打樣數(shù)量較多,基于成本的壓力,本公司所有的真空擴(kuò)散焊產(chǎn)品都采用付費(fèi)打樣的模式操作,樣品費(fèi)用可以在后續(xù)的批量訂單中根據(jù)協(xié)議金額返還給客戶,樣品交期我司一般控制在3天內(nèi),加急24小時(shí)出樣。多結(jié)構(gòu)型換熱器創(chuàng)闊科技。上海微通道換熱器加工
微通道換熱器
可以極大地提高非均相反應(yīng)的混合效率;特有的換熱層,使得單位面積的換熱效率是普通釜式反應(yīng)釜的1000倍以上,可以精確控制反應(yīng)的溫度。靈活性:該反應(yīng)器進(jìn)料系統(tǒng)流速?gòu)?5到250毫升/分鐘。流速范圍廣,既可用于實(shí)驗(yàn)室研發(fā)也可用于80噸年通量的小規(guī)模生產(chǎn)。滿足公司不同的需求。玻璃反應(yīng)器:玻璃反應(yīng)器可視性強(qiáng),易于清潔。可用于光化學(xué)反應(yīng)。極端條件:可以實(shí)現(xiàn)-60°C至+230°C溫度范圍內(nèi),壓力小于18bar的合成反應(yīng);實(shí)現(xiàn)大部分液液非均相及氣液相條件下的反應(yīng)。該反應(yīng)器具有固體處理能力,也可用于氣液固三相反應(yīng)。危險(xiǎn)性物質(zhì)的安全合成:安全合成危險(xiǎn)性物質(zhì),如過氧化物,重氮化物等。強(qiáng)放熱反應(yīng)的平穩(wěn)控制。多步合成:反應(yīng)器具有多個(gè)試劑入口,可以在一個(gè)反應(yīng)器中實(shí)現(xiàn)多步合成。可放大性:“創(chuàng)闊科技”反應(yīng)器研究出的工藝條件,可在大規(guī)模生產(chǎn)設(shè)備上放大。金山區(qū)鋁合金微通道換熱器注塑模具流道板真空擴(kuò)散焊接加工制作創(chuàng)闊科技。
創(chuàng)闊能源科技制作微反應(yīng)器的特點(diǎn),小試工藝不需中試可以直接放大:精細(xì)化工行業(yè)多數(shù)使用間歇式反應(yīng)器。小試工藝放大到大的反應(yīng)釜,由于傳熱傳質(zhì)效率的不同,工藝條件一般都要通過實(shí)驗(yàn)來修改以適應(yīng)大的反應(yīng)器。一般的流程都是:小試"中試"大生產(chǎn)。而利用微反應(yīng)器技術(shù)進(jìn)行生產(chǎn)時(shí),工藝放大不是通過增大微通道的特征尺寸,而是通過增加微通道的數(shù)量來實(shí)現(xiàn)的。所以小試比較好反應(yīng)條件不需要做任何改變就可以直接進(jìn)入生產(chǎn)。因此不存在常規(guī)反應(yīng)器的放大難題。從而大幅度縮短了產(chǎn)品由實(shí)驗(yàn)室到市場(chǎng)的時(shí)間。這一點(diǎn)對(duì)于精細(xì)化工行業(yè),尤其是惜時(shí)如金的制藥行業(yè),意義極其重大。
“創(chuàng)闊金屬科技”針對(duì)真空、擴(kuò)散、焊接,分別逐個(gè)解釋一下。真空:焊接時(shí)處于真空環(huán)境,其目的一般是為了防氧化。擴(kuò)散:對(duì)幾個(gè)待焊件,高壓力讓原子間距離變小,再加高溫,讓原子活躍,原子互相擴(kuò)散到另一個(gè)待焊件里去。焊接:讓幾個(gè)待焊件牢固地結(jié)合。雙金屬真空擴(kuò)散焊,其早期是用于前蘇聯(lián)的軍上。蘇聯(lián)解體后,俄羅斯,烏克蘭繼承了這個(gè)技術(shù)。我國(guó)的軍單位、軍類的研發(fā)部門也因此擁有這個(gè)技術(shù)。雙金屬真空擴(kuò)散焊的生產(chǎn)方式成本較高,主要原因是生產(chǎn)效率較低,一般都是一爐一爐在生產(chǎn),一爐的生產(chǎn)時(shí)間長(zhǎng)(金屬加溫到焊接溫度得十來個(gè)小時(shí))。真空擴(kuò)散焊的技術(shù)參數(shù)也比較多(氣溫,濕度,加熱溫度,各階段的加熱保溫時(shí)間,壓力,加熱方式,工件位置,工件變形參數(shù)。對(duì)整個(gè)技術(shù)團(tuán)隊(duì)的要求高。一個(gè)環(huán)節(jié)沒把握好,就會(huì)報(bào)廢。按爐的較低的生產(chǎn)模式,高技術(shù)要求,成本就必定高了。但雙金屬真空擴(kuò)散焊的產(chǎn)品,有其獨(dú)到的高性能高質(zhì)量?jī)?yōu)勢(shì):結(jié)合強(qiáng)度高,產(chǎn)品密度提高。因此,航空航天、軍一直在采用這個(gè)技術(shù)。但因?yàn)樯a(chǎn)成本高,生產(chǎn)效率不高,加溫加壓工裝設(shè)備、真空設(shè)備等等投入大,因此民用產(chǎn)品采用這個(gè)工藝就少,但隨著科技的進(jìn)步,民品也在更新迭代需要這方面的技術(shù)來替代了。創(chuàng)闊科技使用的真空擴(kuò)散焊接的微通道換熱器,使用壽命長(zhǎng)。
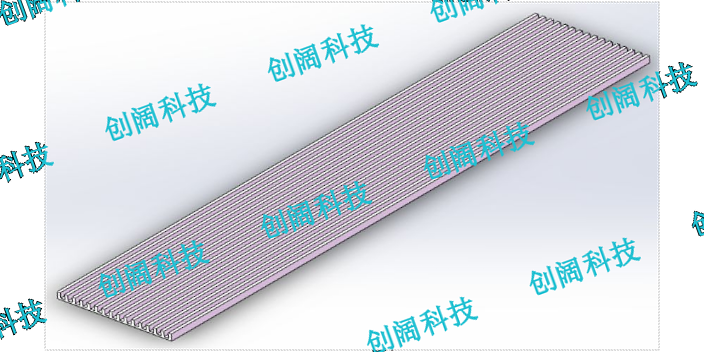
真空擴(kuò)散焊接工藝目前應(yīng)用于航空航天產(chǎn)品的焊接生產(chǎn)以及自動(dòng)化工裝夾具的焊接生產(chǎn)等等。材料的擴(kuò)散焊是以“物理純”表面的主要特性之一為根據(jù),真空擴(kuò)散焊是在溫度和壓力下將各種待焊物質(zhì)的焊接表面相互接觸,通過微觀塑性變形或通過焊接面產(chǎn)生微量液相而擴(kuò)大待焊表面的物理接觸,使之距離離達(dá)(1~5)x10-8cm以內(nèi)(這樣原子間的引力起作用,才可能形成金屬鍵),再經(jīng)較長(zhǎng)時(shí)間的原子相互間的不斷擴(kuò)散,相互滲透,來實(shí)現(xiàn)冶金結(jié)合的一種焊接方法。該種表面由于開裂的原子鍵而具有“結(jié)合”能力。采用真空和其他凈化表面的方法之后,就有可能利用上述原子結(jié)合力,來連接兩個(gè)和兩個(gè)以上的表面,隨后表面上產(chǎn)生的擴(kuò)散過程提高了這一連接的強(qiáng)度。通俗一點(diǎn)來講就是達(dá)到的你中有我,我中有你的程度!根據(jù)焊接過程中是否出現(xiàn)液相,又將擴(kuò)散焊分為固態(tài)擴(kuò)散焊和瞬間液相擴(kuò)散焊。用這種焊接方法,可以連接具有不同硬度、強(qiáng)度、相互潤(rùn)濕的各種材料,包括異種金屬、陶瓷、金屬陶瓷,這些材料用熔化焊接方法焊接都不能得到良好效果。例如陶瓷和可伐合金、銅、鈦、玻璃和可伐合金;黃金和青銅;鉑和鈦;銀和不銹諷鋼;鈮和陶瓷、鑰;鋼和鑄鐵、鋁、鎢、鈦、金屑陶瓷、錫;銅和鋁、鈦。微米和納米級(jí)的微通道是微化工設(shè)備系統(tǒng)的主要組成部分,創(chuàng)闊科技為其研發(fā)制作一站式服務(wù)。PCHE應(yīng)用微通道換熱器
創(chuàng)闊科技制作氫氣換熱器,微通道換熱器,印刷板式換熱器,專業(yè)設(shè)計(jì)加工。上海微通道換熱器加工
蓋板上的容器內(nèi)裝有鉑電極,用于加載電流。氣液相微反應(yīng)器的研究較之液液相微反應(yīng)器更少,所報(bào)道的微反應(yīng)器按照氣液接觸的方式可分為兩類。T形液液相微反應(yīng)器一類是氣液分別從兩根微通道匯流進(jìn)一根微通道,整個(gè)結(jié)構(gòu)呈T字形。由于在氣液兩相液中,流體的流動(dòng)狀態(tài)與泡罩塔類似,隨著氣體和液體的流速變化出現(xiàn)了氣泡流、節(jié)涌流、環(huán)狀流和噴射流等典型的流型,這一類氣液相微反應(yīng)器被稱做微泡罩塔。另一類是沉降膜式微反應(yīng)器,液相自上而下呈膜狀流動(dòng),氣液兩相在膜表面充分接觸。上海微通道換熱器加工