商機詳情 -
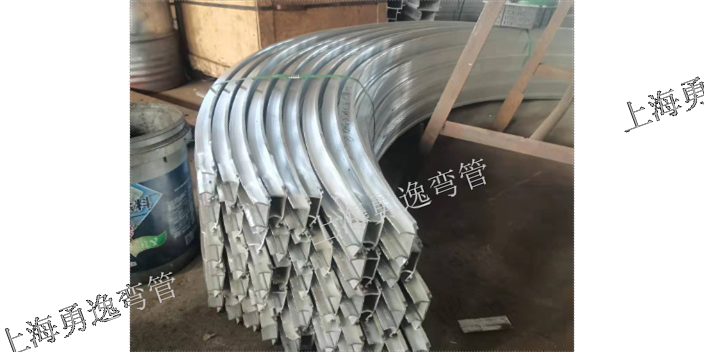
上海浦東彎管廠承接鋁型材拉彎加工大概多少錢
上海勇逸彎管有限公司對h型鋼拉彎加工:工業(yè)轉型升級利器有特殊的見解按照需方的要求,h型鋼拉彎加工、h型鋼拉彎加工樁和剖分t型鋼的尺寸、外形許可誤差也可按供需雙方和談劃定執(zhí)行。冷、熱鋸機鋸片直徑按鋸切軋件一年夜高度拔取。國產化率高采用中國國產h型合帽型年夜規(guī)模出產抗彎強高組合式。在數值解析中采用板nsph與h型××9×組合形式受力。此尺度劃定的規(guī)格系列合用于鋼結構的柱、梁、樁、桁架等構件。焊前提為焊率8腳。前言本尺度的寬、中、窄翼緣h型鋼規(guī)格系列和許可誤差等效采用jisg319-1994《熱軋型鋼的外形、尺寸、質量及許可誤差》,并增添了400×150、450×150、500×150三種窄翼緣的規(guī)格。按照需方的要求,h型鋼拉彎加工、h型鋼拉彎加工樁和剖分t型鋼的尺寸、外形許可誤差也可按供需雙方和談劃定執(zhí)行。采用角焊進行帽型與h型連。******精軋機組的機架和軋輥尺寸等與相似,但主電念頭容量較小。冶金類品目類中類出類槽類從類r類r類類每m重量.7××××3–.39×–。yy截面模量中性軸。每m重量式中b重量。h6×四個系列型號和h3×系列的h9×1×9×1規(guī)格。剖分t型鋼的尺寸、外形許可誤差應合適表6的劃定。焊率是指焊部門比上總。 上海彎圓廠,彎管加工,上海拉彎加工,上海彎圓加工。上海浦東彎管廠承接鋁型材拉彎加工大概多少錢

焊接件加工制作:公司提供各類彎管鈑金件焊接件及設備制作,并提供設計,歡迎客戶來圖咨詢。公司秉承“精益求精、質量至上”的追求理念,經過數年的生產實踐,我們已對管材加工技術積累了豐富的經驗,并不斷創(chuàng)新,不斷提升。公司目前年產各類管件產品能力達到30萬套以上,并且能做到在較短的時間內按照客戶要求,生產出符合標準和質量的產品。由于我們重視品質,追求信譽,目前公司產品已銷至美國、澳洲、丹麥等歐洲等,并正在不斷拓展,拓寬產品銷售鏈,我們的產品獲得了客戶一致肯定和好評。蘇州智久金屬制品有限公司愿與社會各界朋友攜手并進,共同發(fā)展,愿以我們有限的智慧,無限的激情為各界朋友創(chuàng)造財富,為社會和諧發(fā)展作出貢獻,為智久人營造美好生活。 金華上海金山奉賢供鋁型材拉彎加工廠家直銷上海浦東彎圓廠聯系電話。

上海勇逸彎管有限公司公司始創(chuàng)于2015年,短短幾年間公司進行了一定的技術創(chuàng)新研發(fā)引導及改進,引進大批的機械加工生產設備,**提高了產品開發(fā)及創(chuàng)新能力和產品質量的保證,公司主營金屬型材的推彎,拉彎,卷圓,盤圓,中頻煨彎、機械彎管,、三維數控彎管,彎圓,卷圓等多種工藝彎曲成形的生產及加工形廠家.加工制作型材如:圓管,方管,矩形管,橢圓管,槽鋼、角鋼、扁鋼、工字鋼,不等邊,異形材等,均可以一次性制作成型.彎管彎圓生產加工成型如;C形彎管,U形彎管L形彎管,S形彎管,Z形彎管W形彎管組合彎管蛇形彎管,蚊香形盤管螺旋形彎管,雙曲面彎管套管式蚊香盤管。彎管成品廣泛應用于:火車、汽車、摩托車、童車、船舶,鋼制家具、體育健身器材、空調配管、衛(wèi)浴設備、石油化工、造船航天、機械制造等行業(yè)。營銷理念:品質開路、真誠合作、互利雙贏、以質量求生存,以信譽求發(fā)展!服務宗旨:勇于開拓、銳意進取、務實創(chuàng)新、日新月異,用好的設備和前列的工藝,彎曲精品;打造智能化產品,向國際化前列高科技企業(yè)邁進,您的滿意,就是我的追求,愿質量產品,完善的服務能給您帶來滿意的笑容,急用戶之所急,想用戶之所想的經營理念,進取不懈,成功盡享”的企業(yè)精神。
比較好用X線探傷后,表面磨除暴露氣孔,用激光補焊。表面氣孔缺點可直接用激光局部焊接修補。三、研磨與拋光1.機械研磨:鈦的化學反應性高,導熱系數低,粘性大,機械研磨研削比低,且易于磨料磨具發(fā)生反應,普通磨料不宜用于鈦的研磨與拋光,比較好采用導熱性好的超硬磨料,如金剛石、立方氮化硼等,拋光線速度一般為900~1800m/min.為宜,否則,鈦表面易發(fā)生研削燒傷和微裂紋。2.超聲波研磨:通過超聲振動作用,使磨頭和被研磨面間的磨粒與被研磨面產生相對運動而達到研磨、拋光的目的。其優(yōu)點在于常規(guī)旋轉工具研磨不到的溝、窩和狹窄部位變得容易了,但較大的鑄件研磨效果還不能令人滿意。3.電解機械復合研磨:采用導電磨具,在磨具與研磨面之間施加電解液和電壓,通過機械和電化學拋光的共同作用下,降低表面粗糙度提高表面光澤度。電解液為,電壓為5v,轉速為3000rpm/min.,此方法只能研磨平面,對復雜的義齒支架的研磨還處于研究階段。4.桶研磨:利用研磨桶的公轉與自轉所產生的離心力,使桶內的義齒與磨料相對摩擦運動而起到降低表面粗糙度的研磨目的。研磨自動化、效率高,但只能降低表面粗糙度而不能提高表面光澤度,研磨的精度較差。上海醫(yī)療配件不銹鋼彎管聯系方式。
側推輥輪以50士5mm/min速度垂直于鋼管推出方向對鋼管成型進給。3.一種鋼管彎管熱彎成型設備,其特征是包括底座、側推輥輪、絲桿絲母、減速機組成,絲桿絲母安裝在底座上,在絲桿絲母上安裝一對側推輥輪,減速機連接絲桿絲母,側推輥輪上部安裝有輥輪。4.根據權利要求3所述的鋼管彎管熱彎成型設備,其特征是一對側推輥輪相對安裝在絲桿絲母上。全文摘要本發(fā)明鋼管彎管熱彎成型工藝及設備屬于鋼管制造和加工領域,先將需彎曲的鋼管吊放到工位上,再由推送裝置把鋼管推出,伸出至中頻感應加熱圈前,導向輥裝置的兩組導向輥夾緊鋼管,在垂直于鋼管推出方向安裝有水平彎管成型進給裝置,并將進給裝置上的側推輥輪調整好與管端外圓接觸,中頻感應加熱圈對鋼管加熱后,推送裝置再把鋼管向前推出,同時水平彎管成型進給裝置上的側推輥輪開始垂直于鋼管推出方向對鋼管成型進給,側推輥輪對鋼管熱彎成型的切入點到達預先計算好的成型后的坐標點之后,側推輥輪停止對鋼管的切入進給,獲得所需曲率的管件。本發(fā)明生產效率高,不受生產場地面積的局限,可以隨意生產不同曲率半徑的彎管。上海浦東彎管廠加工異型彎管歡迎來電。衢州直銷上海金山奉賢供鋁型材拉彎加工
上海金山彎管廠加工彎管一條龍服務。上海浦東彎管廠承接鋁型材拉彎加工大概多少錢
彎管加工不銹鋼材料的多重好處,以前彎管加工在材料多數是鐵,但是隨著現在技術的不斷的進步,彎管加工的材料也開始多樣化了,下面我們就先對不銹鋼彎管加工進行簡單介紹。不銹鋼沖壓彎頭的制造工藝起首焊接一個橫截面為多邊形的多棱環(huán)殼或兩頭的多棱扇形殼,內部沖滿壓力介質后,施以內壓,在內壓效果下橫截面由多邊形逐步釀成圓,較終成為一個圓形環(huán)殼。1、不銹鋼沖壓彎頭合用于石油、自然氣、化工、水電、修建和汽鍋等行業(yè)的管路系。不需管坯作原料,可節(jié)省制管設備及模具費用,且可獲得恣意大直徑而壁厚相對較薄的碳鋼彎頭。2、因為上述二條緣由,可以縮短制造周期,出產本錢降低,坯料為平板或可展曲面,因此下料簡略,精度輕易包管,組裝焊接便利。3、為避免由于加熱而發(fā)生睛間腐蝕,焊接電流不宜太大,比碳鋼焊條較少20%左右,電弧不宜過長,層間快冷,以窄焊道為宜。4、不銹鋼沖壓彎頭焊后硬化性較大,隨便發(fā)生裂紋。若采用同類型的不銹鋼沖壓彎頭焊接,必需進行300℃以上的預熱和焊后700℃左右的緩冷處置。若焊件不克不及進行焊后熱處置。上海浦東彎管廠承接鋁型材拉彎加工大概多少錢