商機詳情 -
衢州上海金山奉賢供鋁型材拉彎加工供應
鈦的表面改性1.氮化:采用等離子體滲氮、多弧離子鍍、離子注入和激光氮化的等化學熱處理技術,在鈦義齒表面形成金黃色TiN滲鍍層,從而提高鈦的耐磨性、耐腐蝕性和耐疲勞性。但技術復雜,設備昂貴,用于鈦義齒的表面改性很難達到臨床實用化。2.陽極氧化:鈦的陽極氧化技術較為容易,在一些氧化性介質中,外加電壓的作用下,鈦陽極可形成較厚的氧化膜,從而提高其耐腐蝕性和耐磨性和耐候性。陽極氧化的電解液一般采用H2SO4、H3PO4和有機酸水溶液。3.大氣氧化:鈦在高溫大氣中可形成較厚堅固的無水氧化膜,對鈦的全腐蝕、間隙腐蝕都有效,方法比較簡便。五、著色為了增加鈦義齒的美感、防止鈦義齒在自然條件下的繼續氧化的變色,可采用表面氮化處理、大氣氧化和陽極氧化法表面著色處理,使表面形成淡黃色或金黃色,提高鈦義齒的美感。陽極氧化法利用鈦的氧化膜對光的干涉作用,自然發色,可通過改變槽電壓在鈦表面形成多彩的顏色。六、其他表面處理1:表面粗化:為了提高鈦與飾面樹脂的粘結性能,必須對鈦表面進行粗化處理,提高其粘結面積。臨床上常采用噴砂粗化處理,但噴砂會造成鈦表面的氧化鋁的污染,我們采用草酸刻蝕的方法,得到良好的粗化效果。 高壓油管:公司專業設計制造高壓油管、空調管路、設備液壓管路。衢州上海金山奉賢供鋁型材拉彎加工供應
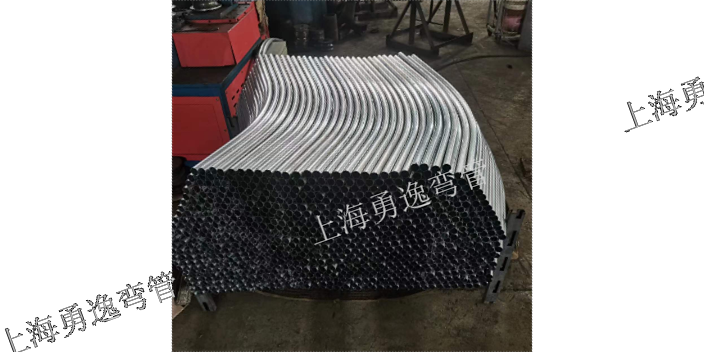
在管道鋪設工程方面,由于地形多變,熱彎管的應用十分廣范和重要,而且在實地施工上對熱彎管的曲率半徑范圍要求很廣。但現在的熱彎管生產企業中,對鋼管熱彎成型的工藝方法是先將鋼管安裝在導向輥裝置上,通過旋臂回轉裝置上的絲杠絲母傳動裝置調整好彎管需要的彎曲半徑,同時旋臂上夾緊座夾緊鋼管突出中頻感應加熱圈的部分,然后采用中頻感應加熱圈對鋼管加熱到一定溫度后進行彎曲,彎曲時以液壓為動力,由推送裝置把鋼管向前推出,鋼管受旋臂約束,則沿調整好的彎曲半徑在加熱處發生變形而彎曲,從而獲得所需彎管管件。但這樣的方法會受到機組旋臂回轉半徑、生產場地的面積的局限,不能生產大半徑規格彎管,一般只能生產比較大彎曲半徑為9mIOm的彎管。發明內容本發明的目的在于克服現有技術的不足之處,而提供一種減少成型機組的占地面積,可生產任意彎曲半徑的鋼管彎管熱彎成型工藝及設備。本發明的目的是通過以下措施來達到的先將需彎曲的鋼管吊放到工位上,再由推送裝置把鋼管推出,伸出至中頻感應加熱圈前,導向輥裝置的兩組導向輥夾緊鋼管,在垂直于鋼管推出方向安裝有水平彎管成型進給裝置,并將進給裝置上的側推輥輪調整好與管端外圓接觸。 衢州上海金山奉賢供鋁型材拉彎加工供應上海奉賢鋼材市場彎管廠專業加工旋轉樓梯。
1、不銹鋼沖壓彎頭合用于石油、自然氣、化工、水電、修建和汽鍋等行業的管路系。不需管坯作原料,可節省制管設備及模具費用,且可獲得恣意大直徑而壁厚相對較薄的碳鋼彎頭。2、因為上述二條緣由,可以縮短制造周期,出產本錢很好降低。坯料為平板或可展曲面,因此下料簡略,精度輕易包管,組裝焊接便利。3、為避免由于加熱而發生睛間腐蝕,焊接電流不宜太大,比碳鋼焊條較少20%左右,電弧不宜過長,層間快冷,以窄焊道為宜。4、不銹鋼沖壓彎頭焊后硬化性較大,隨便發生裂紋。若采用同類型的不銹鋼沖壓彎頭焊接,必需進行300℃以上的預熱和焊后700℃左右的緩冷處置。若焊件不克不及進行焊后熱處置,則應選用不銹鋼沖壓彎頭焊條。不銹鋼沖壓彎頭焊接時,遭到反復加熱析出碳化物,降低耐腐蝕性和力學機能。5、不銹鋼沖壓彎頭,若焊件不克不及進行熱處置,則應選用鉻鎳不銹鋼焊條。不銹鋼沖壓彎頭焊條具有優越耐腐蝕性和抗氧化性,普遍使用于化工、化肥、石油、醫療機械制造。6、不銹鋼沖壓彎頭藥皮有鈦鈣型和低氫型。鈦鈣型可用于交直流,但交流焊時熔深較淺,還隨便發紅,故盡能夠采用直流電源。
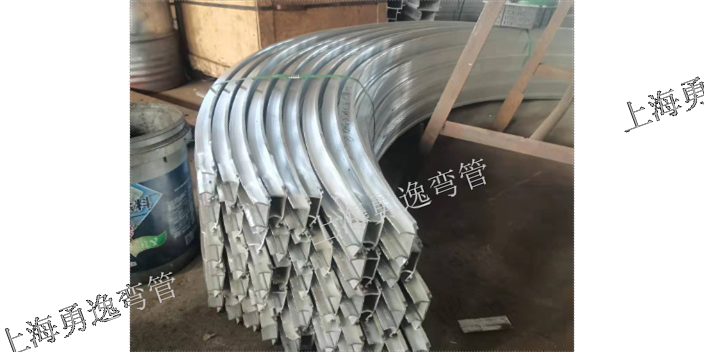
彎管具備良好的抗壓能力發布者:admin點擊:327彎管的設計過程是在鋼管待彎部分套上感應圈,用機械轉臂卡住管頭,在感應圈中通入中頻電流加熱鋼管,當鋼管溫度升高到塑性狀態時,在鋼管后端用機械推力推進,進行彎制,彎制出的鋼管部分迅速用冷卻劑冷卻,邊加熱、邊推進、邊彎制、邊冷卻,不斷將彎頭彎制出來。彎管的使用在目前的生產過程中已經取得了巨大的成效,它不僅為管件的使用提供了良好的物質準備,而且在節約生產成本上發揮著不可取代的作用。一旦需要更換夾具時,程序會觸發機器人系統,自動完成相關的操作。其次,法蘭墊片已被密封環所代替,以確保密封面對密封面的匹配。彎管不僅具備良好的抗壓能力,在不同的管道系統中還需要具備其他的優良特性。隨著社會的不斷發展,彎管在我們生活中應用的越來越***了,在化工、電力、能源等等工程都有使用。因此碳鋼彎管只能做小口徑的,如果管子規格太大,很難買到成品碳鋼彎管,只能使用焊接彎頭。不銹鋼彎頭***、不積垢,能杜絕管路的二次污染;耐各種酸堿鹽溶液;與其他管材相比,浸析到水中的重金屬量極少,浸析到純凈水中金屬量少;產品能**回收。上海金山彎管廠哪家加工質量好。

為避免由于加熱而發生睛間腐蝕,焊接電流不宜太大,比碳鋼焊條較少20%左右,電弧不宜過長,層間快冷,以窄焊道為宜。焊后硬化性較大,隨便發生裂紋。若采用同類型的不銹鋼沖壓彎頭焊接,必需進行300℃以上的預熱和焊后700℃左右的緩冷處置。若焊件不克不及進行焊后熱處置,則應選用不銹鋼沖壓彎頭焊條。不銹鋼沖壓彎頭焊接時,遭到反復加熱析出碳化物,降低耐腐蝕性和力學機能。若焊件不克不及進行熱處置,則應選用鉻鎳不銹鋼焊條。上海勇逸彎管有限公司真空鋼管、空壓管路、汽車剎車油管、電動車液壓管路、注塑機液壓管路.衢州上海金山奉賢供鋁型材拉彎加工供應
分布于造船、汽車、摩托車、鍋爐、石油化工.衢州上海金山奉賢供鋁型材拉彎加工供應
彎管加工采用不銹鋼以前彎管加工在材料多數是鐵,但是隨著現在技術的不斷的進步,彎管加工的材料也開始多樣化了,不銹鋼沖壓彎管工藝起首焊接一個橫截面為多邊形的多棱環殼或兩頭的多棱扇形殼,內部沖滿壓力介質后,施以內壓,在內壓效果下橫截面由多邊形逐步釀成圓,成為一個圓形環殼。不銹鋼沖壓彎管合用于石油、自然氣、化工、水電、修建和汽鍋等行業的管路系。不需管坯作原料,可節省制管設備及模具費用,且可獲得恣意大直徑而壁厚相對較薄的碳鋼彎頭。可以縮短制造周期,出產本錢降低。坯料為平板或可展曲面,因此下料簡略,精度輕易包管,組裝焊接便利。為避免由于加熱而發生睛間腐蝕,焊接電流不宜太大,比碳鋼焊條較少20%左右,電弧不宜過長,層間快冷,以窄焊道為宜。焊后硬化性較大,隨便發生裂紋。若采用同類型的不銹鋼沖壓彎頭焊接,必需進行300℃以上的預熱和焊后700℃左右的緩冷處置。衢州上海金山奉賢供鋁型材拉彎加工供應