商機詳情 -
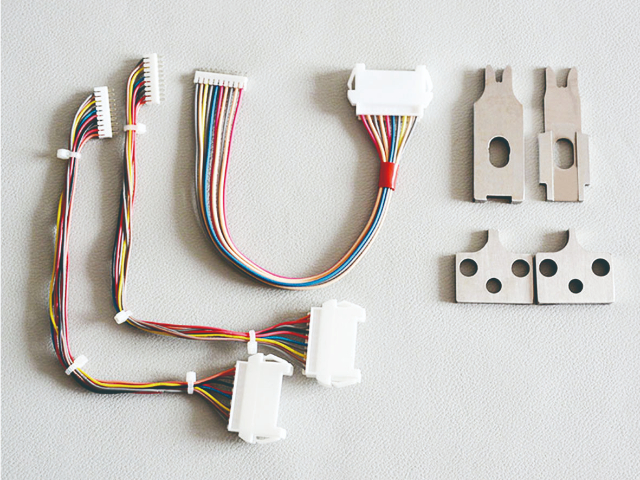
機架線束加工銷售
線束加工原材料的選擇至關重要。導線通常選用導電性佳、抗氧化強的銅材,依據電流傳輸大小和信號特性,確定線徑粗細與導線類型,如傳輸大電流選粗線徑,傳輸微弱信號則用屏蔽線。連接器要具備良好導電、機械強度與耐腐蝕性能,絕緣材料需有優異絕緣、耐溫、耐磨特性,像聚氯乙烯(PVC)、交聯聚乙烯(XLPE)便是常見之選。采購時嚴格篩選供應商,每批原材料都經外觀、性能等多方面嚴格檢測。導線裁剪與剝皮需精確操作。使用高精度裁線機,將導線按設計長度裁剪,誤差控制極小。隨后進行剝皮,精確控制剝線長度與力度,自動化剝線設備可確保剝線質量,為后續連接打好基礎。線束加工常用的導電材料為銅,因其具有良好的導電性、較高的機械強度和優良的耐腐蝕性。機架線束加工銷售
裁線工序的要點把控
裁線是線束加工的基礎工序,準確度直接影響后續操作。利用電腦裁線機、多功能裁線機等設備,需嚴格按照工藝要求將電線裁剪至規定長度。操作時,務必確保刀具鋒利,防止切傷電線表面或切斷銅絲,同時控制剝皮長短誤差在 ±1mm 以內。對于多根線同時加工,要注意線材松緊一致,避免因長度不一致而影響整體組裝。裁好的線材需整理整齊并貼上清晰標識,注明產品型號、原線長度及兩端剝皮長度等信息,以便后續工序準確取用。精確的裁線為整個線束加工流程奠定了良好開端,保障了各部件尺寸的一致性與協調性,是提高生產效率與產品質量的關鍵保障。 捷福欣科技車燈線束加工定制價格構成分析在電子設備、汽車等眾多行業中,線束加工是一項關鍵的制造工藝。

線束加工-導線鉚接是將不同顏色、規格的導線按照設計要求進行有序組合的關鍵步驟。工人需要依據設計圖紙上的清晰標識,對導線進行精細配對。在鉚接過程中,使用專業的鉚接工具,施加適當的壓力和力度,使導線之間實現牢固連接。鉚接質量的好壞直接影響線束的導電性能和整體穩定性。如果鉚接不牢固,會增加電阻,導致電流傳輸不暢,甚至可能在設備運行過程中出現斷路現象。因此,在鉚接后,通常會采用拉力測試等方法對鉚接質量進行嚴格檢驗,確保每一處鉚接都符合質量標準。
線束設計作為線束加工的起始環節,具有舉足輕重的意義。設計人員需依據客戶的具體需求,綜合考慮設備的布局、功能特性以及未來的可擴展性等多方面因素。在確定線束的長度時,要精確測量各個連接點之間的距離,避免過長或過短帶來的不便。結構設計需兼顧空間利用的合理性與線束的柔韌性,確保在有限的空間內能夠靈活布線。同時,精心選擇合適的端子類型、導線規格以及連接方式,充分考量線束的可維護性、防水性能和抗干擾能力等。設計完成后,運用 CAD 軟件繪制出詳細準確的圖紙,并生成詳盡的工藝文件,為后續的加工提供清晰明確的指導。線束加工的電性檢測用專業測試機,檢測線束耐壓、阻抗、短斷路等性能。

刷線與扭線的作用及操作要點
刷線與扭線工序進一步處理導線端頭,提升連接效果。刷線時,接通電源,確保電動銅刷順時鐘轉向,按標準操作方法將兩端外露的斜包層與芯線分開,并捻緊捻直。這能去除導線表面的氧化層與雜質,增加導線表面積,提高焊接或壓接時的接觸質量。扭線環節,需使用扭線夾完整夾住刷開的銅絲,均勻用力轉動,將銅絲緊密扭合。扭線能防止銅絲松散,增強導線的機械強度與導電性。操作中要注意不準刮花擦傷電線表面,務必使銅絲緊密扭緊,避免出現散絲現象,為后續的沾錫、端子壓接等工序創造良好條件,保障線束連接部位的穩定性與可靠性。 依據產品的性能要求、空間限制以及使用條件等因素,專業人員運用 CAD 等設計軟件,繪制線束加工圖紙。車燈線束加工廠
線束加工的端子壓接有時需一個端子連接多根電線,考驗操作精度。機架線束加工銷售
線束加工連接導線與連接器是重點環節。壓接較為常用,通過壓接機依據導線與端子規格,調整壓接壓力等參數,使端子與導線緊密結合,接觸電阻小且機械強度高。焊接連接如錫焊、超聲波焊接,能提供更高電氣可靠性與機械強度,但對工藝要求更高。組裝過程中,將連接好的部件依設計組裝成線束,用扎帶、纏繞管整理捆扎,讓線束整齊有序。再用絕緣膠帶、熱縮管對連接點與裸露導線包裹絕緣,惡劣環境下使用的線束,還會添加防護套管增強防護。嚴格的質檢是保障。外觀檢查線束有無破損、連接是否牢固;電氣性能測試包括導通、絕緣電阻、耐壓測試;機械性能測試模擬實際受力,檢測抗拉、耐彎曲性能。只有通過全部質檢的線束,才能進入包裝出廠環節,為各類設備穩定運行提供堅實保障。機架線束加工銷售