商機詳情 -
浙江繞線絕緣紙銷售電話
在電力行業中、變壓器的絕緣形式主要采用油細絕緣結構、即利用絕緣油浸清絕緣紙、消除絕緣紙纖維孔隙所產生的氣隙,提高其絕緣的電氣強度其中,絕緣紙分植物纖維紙和合成纖維紙兩類,而大量使用的是植物纖維紙。松杉科的針葉木材纖維素含量高目纖維較長、是用于抄造絕緣紙的主要原料。一股采用硫酸營法制漿。以絕緣木漿為原料抄浩的絕緣紙大量用干由力變壓器油紙絕緣結構、是一類非常有用的特種紙。隨著變壓器運行時間的增加,絕緣紙也隨之老化,機械性能和電氣性能下降。利用有效的檢測方法對絕緣紙的絕緣老化進行監測,對于電力行業的故障診斷和安全生產具有重要的意義。全球電氣絕緣紙市場預計將從2023年的11.92億美元增長到2030年的16.78億美元,年復合增長率為4.72%。浙江繞線絕緣紙銷售電話

除了油中溶解氣體分析技術,高壓試驗也是診斷變壓器絕緣故障的重要手段。通過對變壓器進行高電壓下的各種試驗,如交流耐壓試驗、局部放電試驗等,可以檢測出絕緣件的缺陷和潛在故障。這些試驗不僅可以幫助發現故障,還可以在一定程度上評估絕緣件的剩余壽命。為了預防變壓器絕緣件的故障,可以采取以下措施。首先,在設計和制造階段,應嚴格選用合格的絕緣材料,并確保設計的合理性和工藝的精良性。其次,在運行過程中,應加強對變壓器的維護和監測,定期進行油樣分析和高壓試驗,及時發現和處理潛在故障。此外,還應注意保持變壓器運行環境的清潔和干燥,避免污染物對絕緣件的侵蝕。上海異形絕緣紙廠家新型絕緣紙材料具有更高的介電常數,提升絕緣效率。
為研究溫度對不同老化程度絕緣紙板局部放電的影響,搭建了油紙絕緣沿面放電模型及其實驗平臺,進行了實驗。采用熱老化方法制備了不同老化程度的紙樣試樣,實驗溫度分別選擇為40℃、60℃及100℃,采用逐步升壓法來加速局部放電;利用局部放電巡檢儀采集不同溫度及老化程度下的放電特征量進行對比,對紙板試樣碳化部分進行紅外Fourier圖像分析及顯微觀察,并結合理論進行電場仿真分析。結果表明:在放電前期,溫度對不同老化程度紙板試樣局部放電的影響較小,放電主要由電極附近的變壓器油產生;在放電后期,放電導致老化紙板試樣表面孔隙周圍的油分解而產生大量氣體,且溫度越高對油分解的促進作用就越大,放電也越劇烈,從而使相關放電量增長加快、幅值增大;直徑為0.125mm氣泡的較大電場強度比直徑為0.25mm氣泡的低,且高電場強度區域更少;實驗溫度為100℃時的電場強度比實驗溫度為40℃時增加約1.9~2.5MV/m,且紙板試樣的老化程度越高,其高電場強度的區域就越多。以上實驗研究表明,高溫對不同老化程度紙板試樣沿面放電的影響比低溫時更大,在放電后期影響較為明顯,且紙板試樣老化程度越高,受到溫度的影響就越大,高溫時紙板試樣的老化程度越高其絕緣性能的損壞就越嚴重。
絕緣紙是一種在電氣工業中大量使用的材料,它以其獨特的特性在現代工業中扮演著不可或缺的角色。首先,絕緣紙具有良好的絕緣性,這使得它能有效隔絕電流,防止電器設備短路或漏電,確保設備和操作者的安全。其次,它的導熱性低,能夠在一定程度上防止熱量傳遞,保護設備內部元件不受高溫影響。此外,絕緣紙的耐沖擊性使其在面對機械沖擊時能夠保持穩定性,不易破損,從而延長設備的使用壽命。絕緣紙的化學特性也非常穩定,由兩種形式的芳香族聚酰胺的聚合物制成。這種材料制成的絕緣紙,細小的纖維狀粘結顆粒與短纖維混合,使其在各種環境下都能表現出良好的性能。工作人員可以根據實際需要的長度和厚度對絕緣紙進行調整,使用起來非常靈活方便。由于絕緣紙的這些優異特性,它被廣泛應用于變壓器、電纜、電動機等電氣設備的制造中,為現代工業的發展提供了可靠保障。絕緣紙由纖維材料制成,具有出色的電氣絕緣特性。
絕緣紙的重要性提高設備可靠性:絕緣紙的質量直接影響到變壓器的運行可靠性和使用壽命。高質量的絕緣紙可以有效防止電氣故障和機械損傷,延長變壓器的使用壽命。降低維護成本:通過使用合適的絕緣紙,可以減少變壓器的維護和維修次數,降低維護成本。同時,絕緣紙的良好性能還可以減少因設備故障導致的停電損失。適應特殊環境:在一些特殊環境下,如高溫、高濕或腐蝕性氣體存在的場所,絕緣紙需要具備相應的耐受性能,以確保變壓器在這些環境下的正常運行。電纜紙:適用于35KV及以下的電力電纜或其他電器絕緣用紙。湖北特高壓絕緣紙加工件
高質量的絕緣紙能顯著提高電器的安全性能。浙江繞線絕緣紙銷售電話
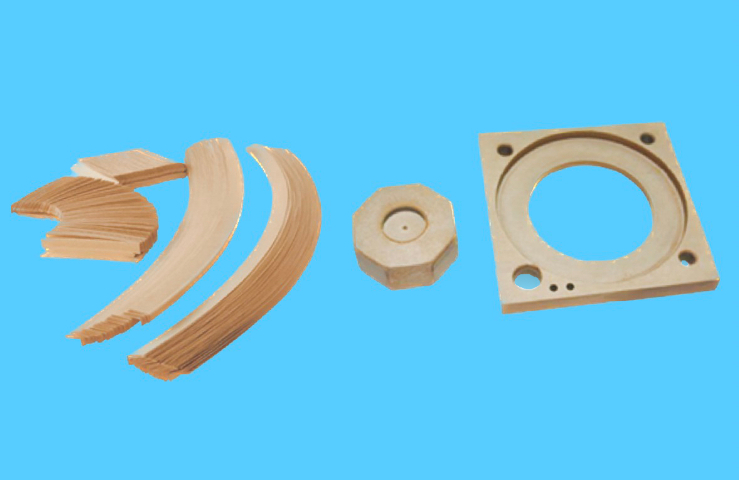
工件的進 給量是關系到加工表面質量及刀 具耐用度的重要參數。 在切削速度一 定的條件 下 , 提高進 給量 , 會使每個刀 齒加工 的長度增 大 , 加工 面 與每個刀 齒接觸的頻率減少 , 加工 面粗糙。 反 之 , 如果 減小進 給量 , 那么 每個刀齒 與工件接 觸的頻率增多 , 刀 具后 刀 面與工件摩 擦產生的熱量也就越多 , 從而使加工面炭化 的 可能性增加 , 刀 具耐 用度降低。 經試驗 , 與切削 速度為 1 4 . 5 m s/ 對應 的工件進 給量 為 4 Om / m in 時 , 加工表 面質量 及刀 具的耐用度較好。刀 具 的切削深 度也是影 響加工表面質量和 刀具耐用度 的重 要參數。 由于絕緣 紙 板 硬 度 低 , 易變形 , 刀 具不 易切入 , 所 以切削深度不 能太小。 過 小會使刀 具和被加工的絕 緣紙板產 生振動, 影 響加工 表面 質量 及刀 具 的耐用度。 經試驗 , 當切削速度為 14 . s m s/ , 進 給 量 為4 o m / m i n 時, 切削深度 t 為0 . 4 ~ o . s m m 較 為 適宜 。綜上所述 , 銑削用量 初 選 組 合 為: V = 14 . s m/ s , S = 4 o m / m i n ; t = 0 . 4 ~ 0 . s m m 。浙江繞線絕緣紙銷售電話