商機詳情 -
吉林熱流道模具訂制價格
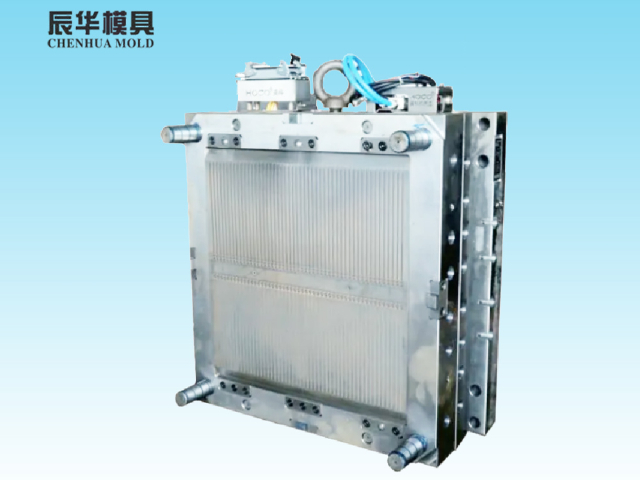
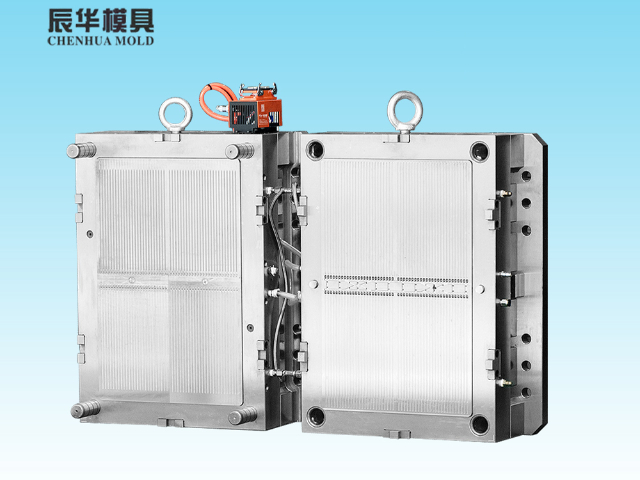
加熱保溫機制熱流道模具配備了加熱元件,通常是加熱棒、加熱圈,它們環(huán)繞在流道周圍 。當(dāng)注塑成型開始前,通過電控裝置給加熱元件供電,將熱量傳遞到流道壁,進而加熱位于流道內(nèi)部的塑料原料,使其升溫至熔融狀態(tài)。并且,系統(tǒng)還搭配有保溫層,減少熱量向外界散失,讓流道內(nèi)的塑料熔體始終維持在合適的成型溫度范圍,避免因降溫凝固而堵塞流道。塑料熔體輸送注塑機將塑料顆粒加熱塑化后,輸送進熱流道系統(tǒng)的主流道。處于熔融態(tài)的塑料在熱流道內(nèi),依靠注射壓力推動,沿著預(yù)先設(shè)計好的分流道網(wǎng)絡(luò)向各個模腔流動。由于整個熱流道都處于加熱保溫環(huán)境,熔體的黏度能保持穩(wěn)定,流動性良好,可以均勻且順暢地充滿各個模腔,哪怕是結(jié)構(gòu)復(fù)雜、距離主流道較遠的模腔,也能獲得充足的塑料供應(yīng)。公司產(chǎn)品具有高效的生產(chǎn)效率和成本優(yōu)勢。吉林熱流道模具訂制價格

環(huán)境因素:日曬、雨淋、風(fēng)吹等氣象條件可能加速模具的老化,特別是在戶外環(huán)境下,紫外線照射、頻繁機械應(yīng)力或化學(xué)物質(zhì)影響會明顯縮短模具的壽命。負荷因素:如果模具承受的負荷超過其額定承載力,將會加速其老化和損壞。因此,在使用過程中應(yīng)避免超負荷使用。使用方式:不正確的使用方式,如操作不當(dāng)、維護不善等,也可能導(dǎo)致模具的加速老化。因此,用戶需要按照正確的方法使用和維護模具。材質(zhì)與制造工藝:模具的質(zhì)量和壽命取決于制造過程中使用的原料質(zhì)量、制造工藝和質(zhì)量控制標準。選擇專業(yè)、可靠的廠家生產(chǎn)的模具,可以確保其質(zhì)量和延長使用壽命。江蘇膨脹管模具制造價格辰華汽車扎帶模具,精工制造,穩(wěn)定耐用,助力企業(yè)邁向成功!
選擇高質(zhì)量的模具材料:根據(jù)模具的工作條件選擇具有適當(dāng)硬度、強度、韌性和耐磨性的材料。考慮材料的熱處理性能,選擇易于淬火和回火,且淬透性好的材料。提高模具制造精度和加工質(zhì)量:采用先進的加工設(shè)備和工藝,確保模具的尺寸精度和形狀精度。對模具的表面進行精細加工,降低表面粗糙度,減少摩擦和磨損。合理的熱處理工藝:對模具進行適當(dāng)?shù)臒崽幚恚绱慊稹⒒鼗鸬龋蕴岣咂溆捕群湍湍バ浴栏窨刂茻崽幚磉^程中的溫度、時間和冷卻速度,避免熱處理不當(dāng)導(dǎo)致的模具變形或開裂。
可鍛性:材料是否易于鍛造?鍛造溫度范圍是否寬?鍛造過程中的開裂傾向是否低?切削加工性:材料是否易于切削加工?切削過程中的刀具損耗是否低?加工表面粗糙度是否低?熱處理性能:材料是否易于淬火和回火?淬火后的硬度和淬透性是否滿足要求?熱處理過程中的變形和開裂傾向是否低?可磨削性:材料是否易于磨削?磨削過程中的砂輪損耗是否低?磨削裂紋的傾向是否低?材料成本:考慮模具材料的采購成本,以及材料對模具整體制造成本的影響。在滿足使用性能的前提下,優(yōu)先選擇價格較低的材料。使用壽命:綜合考慮材料的使用壽命和更換頻率,計算模具在整個生命周期內(nèi)的總成本。市場供應(yīng)情況:考慮所選材料的市場供應(yīng)情況,確保材料易于購買且供應(yīng)穩(wěn)定。辰華模具,技術(shù)精湛,服務(wù)貼心,汽車扎帶生產(chǎn)好幫手!
可鍛性:選擇易于鍛造的材料,可以降造成本并提高生產(chǎn)效率。具有良好可鍛性的材料通常具有較低的熱鍛變形抗力、良好的塑性和較寬的鍛造溫度范圍。切削加工性:考慮材料的切削加工性,選擇切削用量大、刀具損耗低、加工表面粗糙度低的材料,可以降低加工成本并提高模具的精度。熱處理性能:選擇易于淬火、回火,且淬透性好的材料,可以提高模具的硬度和耐磨性。同時,需關(guān)注材料的熱處理變形開裂傾向,選擇變形小、開裂敏感性低的材料。可磨削性:對于需要精加工的模具,應(yīng)選擇砂輪相對損耗小、無燒傷極限磨削用量大、對砂輪質(zhì)量及冷卻條件不敏感、不易發(fā)生磨傷及磨削裂紋的材料。公司產(chǎn)品減少塑料廢料,環(huán)保節(jié)能。河北塑料模具工廠直銷
公司產(chǎn)品滿足高精度成型的需求。吉林熱流道模具訂制價格
加熱與注射:在生產(chǎn)過程中,首先需要對模具和熱流道系統(tǒng)進行加熱,使其達到設(shè)定的溫度。然后,通過注塑機的料斗將塑料顆粒送入加熱筒,在螺桿的推動下逐漸加熱至熔融狀態(tài),并通過熱流道系統(tǒng)流入模具型腔中。填充與保壓:熔融塑料充滿模具型腔后,注塑機施加一定的壓力以保持塑料在模具內(nèi)充分填滿每個角落。在塑料冷卻固化的過程中,保持一定的壓力以防止塑料回縮。冷卻與固化:模具進行冷卻以使熔融塑料固化成型。由于流道中的塑料沒有凝固,因此在下一次注射時流道仍然暢通無阻。脫模與后續(xù)處理:一旦產(chǎn)品冷卻到足夠的程度且固化成型后,模具便會打開并頂出機構(gòu)將成型的產(chǎn)品從模具中頂出。隨后可以對產(chǎn)品進行必要的后續(xù)處理如修剪、檢驗、包裝等以滿足客戶需求。吉林熱流道模具訂制價格