商機詳情 -
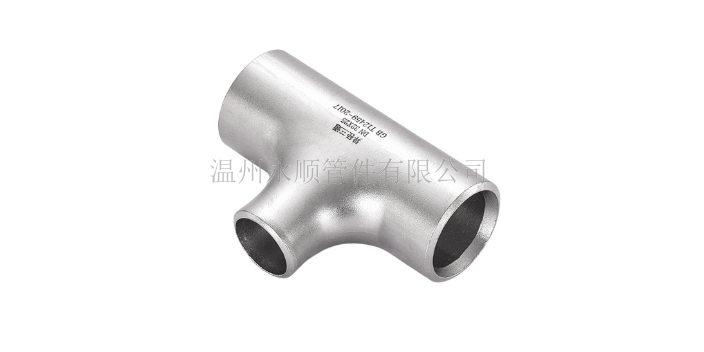
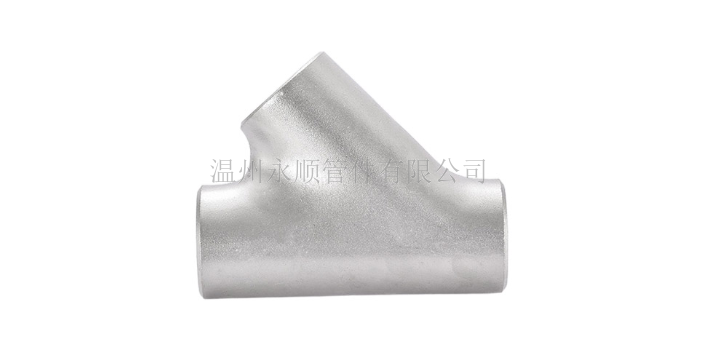
寧夏變徑三通廠商
不銹鋼的鏡面處理,簡單來講就是對不銹鋼表面進行拋光,拋光手法分為物理拋光和化學(xué)拋光。也可以在不銹鋼表面進行局部拋光,拋光的等級分為普通拋光,鏡面給人以簡約,時尚未來的感覺。經(jīng)過酸洗的不銹鋼管件,表面色澤銀白光潔:鉻鎳不銹鋼色銀白呈玉色;鉻不銹鋼色白稍灰光澤弱;鉻錳氮不銹鋼的色澤與鉻鎳不銹鋼相似稍淡。未經(jīng)酸洗的不銹鋼的表面色澤:鉻鎳鋼呈棕白色,鉻鋼呈棕黑色,鉻錳氮呈黑色(這三種色澤是指氧化較重的色澤)。冷軋未經(jīng)退火的鉻鎳不銹鋼,表面銀白有反光。溫州永順管件專注20年不銹鋼管道配件,為您提供三通定制,歡迎您的來電哦!寧夏變徑三通廠商
不銹鋼管件的切割工藝是怎么樣的呢?這是許多人都還比較關(guān)注的一個問題,那么不銹鋼管件的切割工藝如何呢?1、線切割使用線切割快走絲,能夠滿足切口質(zhì)量要求:切口平整、無毛刺、精度較高。但是要注意管端線切割后會變顏色,需要打磨拋光處理。而且切割速度慢,切割過程中需要用到的乳化油令到管件表面帶有油粘性,不易清潔。適合生產(chǎn)量批量小的使用。2、砂輪片切割用普通的砂輪切割機切割后留有毛邊和掛口飛邊,精度不高,需配合使用全自動不銹鋼管端毛刺清理機使用,能達(dá)到非常好的使用效果。成本低廉,但砂輪片損耗有點大,適合量批量小的時候使用。3、車床切割車床針對切割非常薄壁的不銹鋼管(壁厚0.3~0.4mm),推薦使用質(zhì)優(yōu)的白鋼或鋒鋼刀具,購買成本較高,但是耐用,切面很平整。這種作業(yè)方式自動化程度低,勞動強度大。經(jīng)過自動化改裝車床切割的效率很大提高,然而標(biāo)準(zhǔn)六米長的鋼管的高速旋轉(zhuǎn)問題,經(jīng)常會損壞薄壁鋼管。4、滾刀無屑切割自動滾刀切管機只有圓周的刃口,沒有鋸齒。一邊轉(zhuǎn)動一邊向里進給,切口平整光滑,無鐵屑,沒有毛刺,內(nèi)壁略微收口。加上特殊工裝,收口現(xiàn)象能極大改觀,設(shè)備造價低,切割薄壁不銹鋼管時偶會產(chǎn)生撕裂現(xiàn)象,令管口會嚴(yán)重變形。寧夏變徑三通廠商四通定制,就選溫州永順管件,用戶的信賴之選。
不銹鋼管件的性能狀況不銹鋼管件或法蘭、工藝設(shè)計和成分控制可以使不銹鋼管件的性能非常優(yōu)越。那么,在設(shè)計不銹鋼管件或編工藝時,我們?yōu)槭裁匆绱苏J(rèn)真呢?不銹鋼管件是支架上很主要的大載荷主承力構(gòu)件。就不銹鋼管件結(jié)構(gòu)設(shè)計與優(yōu)化,不銹鋼管件的制備技術(shù)、軸壓性能的理論設(shè)計和實驗分析等進行了研究。強度設(shè)計一直是不銹鋼管件結(jié)構(gòu)設(shè)計的難點和熱點。不論是角度鋪層的不銹鋼管件還是軸向/環(huán)向正交鋪層管件,適當(dāng)含量的環(huán)向?qū)佣寄軌蝻@著提高管件的軸壓強度。把20%的角度鋪層(軸向鋪層)改為環(huán)向鋪層以后,纏繞角為20°的不銹鋼管件的軸壓強度提高了一倍左右,正交鋪層不銹鋼管件的軸壓強度也提高了10%以上。通過有限元模型對應(yīng)用于可重復(fù)使用運載器驗證機X-33和AtlasV型運載火箭上復(fù)合材料推力支架的承載性能進行了分析,指出X-33型推力支架的結(jié)構(gòu)形式的綜合承載能力較好,適用于比較復(fù)雜的載荷條件,而AtlasV型推力支架結(jié)構(gòu)形式的壓縮承載能力較好,適用于以大推力為主的載荷條件。
不銹鋼接頭除了不銹鋼彎頭以外還包括:不銹鋼三通、不銹鋼四通、不銹鋼大小頭、(同心)偏心異徑管等都在管道安裝中有很重要的承接作用;1、不銹鋼管件加工加工硬化嚴(yán)重:切削時加工硬化傾向大,刀具在加工硬化區(qū)域內(nèi)切削,使刀具壽命縮短。2、切削力大,切削溫度高:該類型材料強度大,切削時切向應(yīng)力大、塑性變形大,因而切削力大。此外材料導(dǎo)熱性非常差,且高溫往往集中在刀具刃口附近的狹長區(qū)域內(nèi),從而加快了刀具的磨損。3、不銹鋼管件加工容易粘刀:無論是任何不銹鋼均存在加工時切屑強韌、切削溫度很高的特點。當(dāng)強韌的切屑流經(jīng)前刀面時,會使刀具磨損加快。4、刀具磨損加快,材料一般含高熔點元素、塑性大,切削溫度高,使刀具磨損加快,磨刀、換刀頻繁,從而影響了生產(chǎn)效率,提高了刀具使用成本。四通定制,就選溫州永順管件,用戶的信賴之選,有想法可以來我司咨詢!

不銹鋼彎頭常見的幾種角度有:90度和180度兩種,也有一些S型的非標(biāo)彎頭,這種就是常說的非標(biāo)定制了。溫州永順管件有限公司從事不銹鋼管件和不銹鋼彎頭已經(jīng)有十多年的專業(yè)經(jīng)驗,不管是原材料和選取還是生產(chǎn)制造的工藝要求都嚴(yán)格把控,努力讓每一件產(chǎn)品都能更好的使用。芯棒熱推彎芯棒式熱推彎管是在用推制機上,在軸向推力下通過牛角芯棒,邊加熱邊推制,使管坯產(chǎn)生周向擴張和軸向彎曲變形,從而將較小直徑的管坯推制成較大直徑的彎頭。溫州永順管件專注20年不銹鋼管道配件,致力于提供三通定制,歡迎新老客戶來電!寧夏變徑三通廠商
四通定制,就選溫州永順管件,用戶的信賴之選,有需要可以聯(lián)系我司哦!寧夏變徑三通廠商
無縫彎頭的成形工藝,在常用規(guī)格的彎頭生產(chǎn)中已被熱推法或其它成形工藝所替代,產(chǎn)品有特殊要求時仍在使用。彎頭的沖壓成形采用與彎頭外徑相等的管坯,使用壓力機在模具中直接壓制成形。但在某些規(guī)格的彎頭中因生產(chǎn)數(shù)量少、壁厚過厚或過薄。在沖壓前,管坯擺放在下模上,將內(nèi)芯及端模裝入管坯,上模向下運動開始壓制,通過外模的約束和內(nèi)模的支撐作用使彎頭成形。沖壓不銹鋼彎頭分冷沖壓和熱沖壓兩種,通常根據(jù)材料性質(zhì)和設(shè)備能力選擇冷沖壓或熱沖壓。與熱推工藝相比,沖壓成形的外觀質(zhì)量不如前者;沖壓彎頭在成形時外弧處于拉伸狀態(tài),沒有其它部位多余的金屬進行補償,所以外弧處的壁厚約減薄10%左右。但由于適用于單件生產(chǎn)和低成本的特點,故沖壓彎頭工藝多用于小批量、厚壁彎頭的制造。寧夏變徑三通廠商