商機詳情 -
吉林安裝SPC地板擠出生產線近期價格
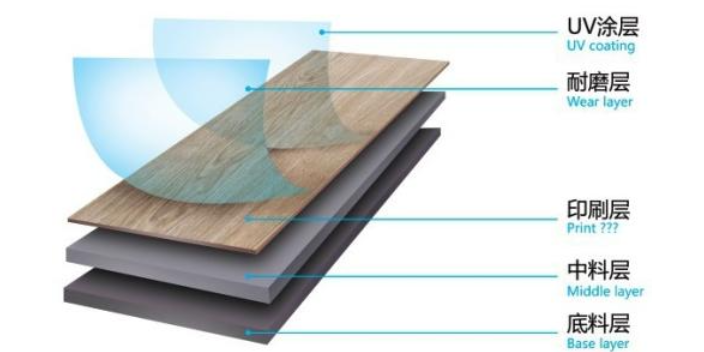
PVC石塑地板生產線spc地板設備就是以PVC和鈣粉為主要原料生產SPC石塑地板的設備。原料經過塑化擠出片材,四輥壓延熱敷彩膜裝飾層和耐磨層,做上各種各樣浮雕木紋及各式各樣的花紋,直接熱敷底層軟墊消音層,再經過UV耐磨處理、分切開槽等工藝生產而成。它跟傳統的地板的區別就是環保,耐磨,防火。石塑地板是采用PVC**、助劑等經過高溫壓延,表面加耐磨層生產而成,不可能含有甲醛等有害物質,是100%不含甲醛的環保地板。同時,石塑地板也無需砍伐樹木,破壞生態,因此獲得了“環保新材料”的稱號,這也是石塑地板與傳統鋪料相比的一大優勢。SPC石塑地板結構從下往上有4層:—底層,采用鈣粉、PVC混合物材質作為底襯—印刷層,底層上印刷LVT地板的設計圖案—耐磨層,純PVC透明耐磨層覆蓋于印刷層—UV防護涂層,SPC地板設備,耐磨層潔凈處理。保證各種環境下不易變形和較好的鎖扣拉力以及基材和膜之間一定的剝離力。吉林安裝SPC地板擠出生產線近期價格
SPC地板擠出生產線
SPC地板是由錐雙擠出機生產出地板基材,在經過三輥或四輥壓延機,分別把PVC彩膜+PVC耐磨層+PVC基材,一次性壓紋貼合而成的產品。工藝簡單、操作方便、貼合靠熱量完成,不需要膠水。SPC石塑地板,是基于新型環保型地板,具有零甲醛,防霉,防潮,防火,防蟲,安裝簡單等特點,石塑地板既解決了實木地板受潮變形霉爛的問題,又解決其它裝修材料的甲醛問題。它可供選擇的花色圖案眾多,適用于室內家裝,酒店,醫院,商場等公共場所。金韋爾特有技術可滿足SPC地板同步對花生產的需要,經過回火處理收縮率:小于等于1%,沒有經過回火處理收縮率小于等于2.5%(收縮率測試標準:80℃,6小時的標準)。吉林安裝SPC地板擠出生產線近期價格SPC地板擁有強大的防水性能。

SPC地板一步法擠出生產線SPC地板的英文為:StonePlacticComPosite也是硬質PVC地板片材的簡稱。SPC地板是由錐雙擠出機生產出地板基材,在經過三輥或四輥壓延機,分別把PVC彩膜+PVC耐磨層+PVC基材,一次性壓紋貼合而成的產品。工藝簡單、操作方便、貼合靠熱量完成,不需要膠水。SPC石塑地板,是基于高科技開發出的新型環保型地板,具有零甲醛,防霉,防潮,防火,防蟲,安裝簡單等特點。SPC地板材料使用環保配方,不含重金屬、鄰苯二甲酸酯、甲醛等有害物質,符合國家和行業標準,在歐美發達國家及亞太市場廣受歡迎。憑借其出色的穩定性和耐用性,石塑地板既解決了實木地板受潮變形霉爛的問題,又解決其它裝修材料的甲醛問題。它可供選擇的花色圖案眾多,適用于室內家裝,酒店,醫院,商場等公共場所。嘉好特有技術可滿足SPC地板同步對花生產的需要,經過回火處理收縮率:≤1‰,沒有經過回火處理收縮率≤2.5‰(收縮率測試標準:80℃,6小時的標準)
SPC石塑地板生產線,由擠出機、模具、四輥成型機、冷卻系統、牽引機、新一代精加工自動定長切割機、自動成品卸料臺等組成,全自動化控制。SPC石塑地板由擠出機擠出PVC的基材,用四輥壓延機組,分別把PVC彩膜+PVC**層+PVC底膜,一次性壓貼復合而成的產品,工藝簡單、貼合靠熱量完成,不含膠水。在由擠出機擠出,在線實現表面覆膜工藝后,再經過多片鋸分切(因為長度已經固定,只需要縱向多片鋸),然后縱橫向開槽,再表面油漆UV(一般做兩個道)后包裝入庫。SPC地板設備適配地熱,節能保溫石塑地板的導熱性能良好,散熱均勻,且熱膨脹系數小,比較穩定。在以及日韓等國家和地區,石塑地板是地暖導熱地板的產品,非常適合家庭鋪裝,尤其是我國北方寒冷地區。耐磨層:保證高耐用性,并允許多功能的應用安裝。
加工工藝及控制1、配方和稱量。不同種類重量的物料,需要用相對應精度的衡器,保證稱量精度。物料的集成:方便儲存稱量流轉投料,需要進行抽樣復核組份及精確度。如果是自動稱量系統同樣需要監控復核。2、混料儲存。投料的次序:根據加料的方式決定投料次序。自動投料混合系統可設置成:填充料90℃,處理劑和PVC樹脂95℃,穩定劑潤滑劑105-110℃,加工助劑增強劑115℃,回料120-125℃。人工加料:PVC樹脂+填充料+小料+PVC樹脂+填充料+PVC樹脂+回料;一次性投料,120-125℃放料。冷混:必須充分快速冷卻,防止物料變質,有能力冷卻到40-45℃。儲存:為保證物料均勻性,需要采用大的儲料罐儲存并擱置一定時間再使用。混合好擱置一定時間的料,需要檢測不同批次物料的干流性,并且檢測物流的流變性能,作為監控手段,并且提供分析改進的依據。注意不同混料機存在混合效果差異,混合溫度和時間存在差異。性能主要依靠材料種類組份加工工藝設備能力來決定。吉林安裝SPC地板擠出生產線近期價格
SPC地板的耐磨層有特殊的防滑性。吉林安裝SPC地板擠出生產線近期價格
壓延貼膜工藝在擠出穩定的前提下進行。主要控制:輥筒間隙、溫度、速度、以及前后速度的匹配。***對輥筒的間隙和速度確定了地板的基本厚度,應該根據擠出的線速度初步確定。后面覆膜輥筒速度略快一點,保證有一定的漲力,不引起膜拉伸變窄為宜。牽引速度而是如此,不至于板材變形。根據實際情況有的調整慢一點。壓花和貼膜,主要依靠輥筒間隙、輥筒溫度決定,不同的板材厚度、膜的種類,采用不同的間隙和溫度,并且考慮牽引速度的影響。輥溫和速度:應保證壓延正常、壓花清晰、貼膜粘合牢固、切邊充分、膜不變形。輥筒溫度:一般在165-185℃。前后二對輥筒的間隙,基本一致。二者需要結合起來調整。80機組4mm地板參考生產工藝參考:熱混:125℃冷混:≤45℃口模間隙:3.8~4.0中間略小5、定型及其他由于生產過程中的產品還沒有完全定型,因此切割流轉避免受力,承載的托盤需要堅固平整。產品檢測也需要將基材及成品擱至一定時間進行取樣。吉林安裝SPC地板擠出生產線近期價格
安徽嘉好機械制造有限公司專注技術創新和產品研發,發展規模團隊不斷壯大。公司目前擁有專業的技術員工,為員工提供廣闊的發展平臺與成長空間,為客戶提供高質的產品服務,深受員工與客戶好評。誠實、守信是對企業的經營要求,也是我們做人的基本準則。公司致力于打造***的SPC地板擠出線,PVC發泡板擠出生產線,LVT地板擠出生產線,木飾面板生產線。一直以來公司堅持以客戶為中心、SPC地板擠出線,PVC發泡板擠出生產線,LVT地板擠出生產線,木飾面板生產線市場為導向,重信譽,保質量,想客戶之所想,急用戶之所急,全力以赴滿足客戶的一切需要。