商機詳情 -
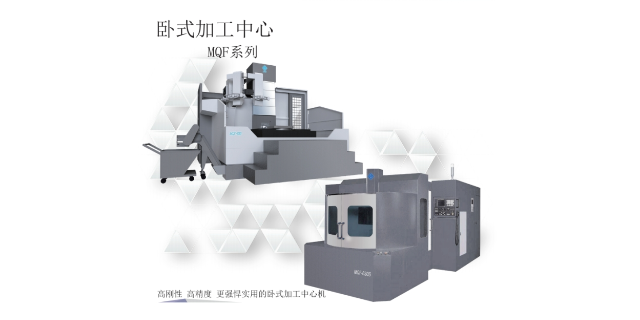
山東大型臥式加工中心
自動化臥式加工中心的較大優點就是能夠提高生產效率。傳統的立式加工中心需要人工上下料,而自動化臥式加工中心可以實現自動上下料,減少了人工操作的時間,提高了生產效率。此外,自動化臥式加工中心還可以實現連續不間斷的加工,避免了傳統加工中心在換刀、調整刀具等過程中產生的停機時間,進一步提高了生產效率。自動化臥式加工中心采用先進的數控系統和高精度的伺服電機,可以實現高精度的加工。與傳統的立式加工中心相比,自動化臥式加工中心的加工精度更高,可以滿足各種復雜零件的加工需求。此外,自動化臥式加工中心還具有自動測量功能,可以實時監測加工過程中的尺寸變化,確保加工精度的穩定性。在臥式加工中心工作前,操作人員應對設備進行多方面檢查,包括設備的外觀、電氣系統、液壓系統等。山東大型臥式加工中心
臥式加工中心的工作原理主要包括以下幾個步驟——工件裝夾:將工件和夾具安裝在工作臺上,確保工件的位置和夾緊力符合加工要求。刀具選擇和裝夾:根據加工要求選擇合適的刀具,并將其安裝在主軸上。數控編程:根據工件的幾何形狀和加工工藝,編寫數控程序。數控程序包括刀具路徑、切削參數、坐標系等指令。數控系統處理:數控系統對數控程序進行處理,生成相應的控制信號。伺服驅動:伺服電機根據數控系統的控制信號,驅動工作臺、主軸等部件進行運動。切削加工:刀具在主軸的帶動下,按照預定的刀具路徑進行切削加工。切削過程中,數控系統實時監控刀具的使用狀態和加工狀態,確保加工質量和安全。工件卸夾:加工完成后,將工件從工作臺上卸下,進行后續處理。河北精密臥式加工中心臥式加工中心的主要特點是主軸軸線與工作臺垂直布局,即主軸水平放置。
臥式加工中心:臥式加工中心的工作方式主要是通過工作臺的移動來實現工件的進給和切削。工作臺可以沿X軸、Y軸、Z軸三個方向移動,實現三軸聯動。此外,臥式加工中心還可以通過工作臺的旋轉來實現四軸或五軸聯動,以滿足復雜曲面零件的加工需求。立式加工中心:立式加工中心的工作方式主要是通過主軸箱的移動來實現工件的進給和切削。主軸箱可以沿X軸、Y軸兩個方向移動,實現兩軸聯動。此外,立式加工中心還可以通過主軸箱的旋轉和工作臺的移動來實現三軸聯動,以滿足復雜曲面零件的加工需求。
數控臥式加工中心的較大優點是高度自動化。傳統的機械加工設備需要人工操作,而數控臥式加工中心可以實現自動換刀、自動測量、自動對刀等功能,減少了人工干預,提高了生產效率。同時,數控臥式加工中心還具有自動報警功能,當設備出現異常時,可以及時報警,避免生產事故的發生。數控臥式加工中心的加工精度非常高,可以達到微米級甚至納米級。這得益于數控臥式加工中心的高精度導軌、滾珠絲杠等關鍵部件,以及先進的數控系統。通過數控系統的精確控制,數控臥式加工中心可以實現高精度的加工,滿足各種精密零件的加工需求。臥式加工中心在加工過程中,可以實現精確的切削參數控制,減少切削力和切削熱。
臥式加工中心的優勢——高效:臥式加工中心采用高速切削技術,能夠提高加工效率,縮短生產周期。高精度:臥式加工中心采用高精度的數控系統和伺服驅動,能夠實現高精度的加工要求。高自動化程度:臥式加工中心具有自動換刀、自動測量等功能,能夠實現高度自動化的加工過程。穩定可靠:臥式加工中心采用強度高的材料和先進的制造工藝,具有較高的剛性和穩定性,確保加工過程的可靠性。靈活性:臥式加工中心具有多種刀具和工藝參數的選擇,能夠滿足不同零件的加工需求。臥式加工中心的潤滑系統采用封閉式設計,減少潤滑油的消耗和污染。遼寧專業臥式加工中心
臥式加工中心采用高效的電機和主軸,實現高速切削,降低能耗。山東大型臥式加工中心
鏜削是臥式加工中心用于加工圓柱形內孔的一種切削方式。鏜削可以分為粗鏜、半精鏜和精鏜等。粗鏜:粗鏜是指在工件上加工出初步的內孔的過程。粗鏜的優點是加工速度快,適用于大量生產的場合。但是,粗鏜時產生的熱量較大,容易使工件變形,因此需要采取相應的措施來控制溫度。半精鏜:半精鏜是指在粗鏜的基礎上進行進一步加工,以提高內孔的精度和表面質量的過程。半精鏜的優點是可以提高內孔的精度和表面質量。但是,半精鏜時產生的熱量較大,容易使工件變形,因此需要采取相應的措施來控制溫度。精鏜:精鏜是指在半精鏜的基礎上進行進一步加工,以提高內孔的精度和表面質量的過程。精鏜的優點是可以提高內孔的精度和表面質量。但是,精鏜時產生的熱量較小,容易使工件變形,因此需要采取相應的措施來控制溫度。山東大型臥式加工中心