商機詳情 -
金山區自動彎管機廠家
數控彎管機對多元材料的適應性突破了傳統加工限制,通過工藝參數智能匹配實現跨材質加工。加工鋁合金管材時,設備啟動低溫潤滑系統(-5℃),利用冷凝技術減少模具與管材的粘連,某新能源汽車廠用其加工的電池冷卻鋁管,表面粗糙度 Ra≤0.8μm;處理銅材時,專門石墨涂層模具配合脈沖式送料(0.2mm / 次),避免了銅料彎曲時的粘模現象;針對鈦合金與不銹鋼復合管,設備采用梯度壓力彎曲工藝(鈦側壓力>不銹鋼側 15%),確保兩種材料同步變形,某航空部件廠借此技術實現了熱交換器管件的一體化成型。船舶制造使用設備加工超長管件,分段彎曲拼接確保整體精度達標。金山區自動彎管機廠家

面對復雜空間結構的管件加工需求,全自動彎管機的多軸聯動功能展現出強大的工藝適應性。傳統手動彎管機只能完成平面內的單一角度彎曲,而現代全自動設備配備的 X/Y/Z 軸移動機構與旋轉軸,可實現三維空間內的螺旋式彎曲。例如在船舶發動機的排氣管加工中,管件需要繞過復雜的機艙結構,設備通過預先導入的三維模型,自動規劃出較佳的彎曲路徑,使管材在經過 5-6 個不同角度的彎曲后,依然能準確匹配安裝孔位。這種空間彎曲能力還被普遍應用于健身器材的框架制造,讓弧形扶手、橢圓管支架等復雜造型的加工變得高效且穩定。全自動彎管機在工業制造領域扮演著關鍵角色,其智能化操作流程極大提升了管件加工的效率與精度。設備通過數控系統準確控制彎管角度、彎曲半徑等參數,操作人員只需在觸摸屏上輸入工藝要求,伺服電機便會驅動模具按預設軌跡運動,將金屬管材彎曲成所需形狀。這種自動化作業模式,不只避免了人工操作的誤差,還能在連續生產中保持穩定的加工質量,尤其適合批量生產汽車排氣管、家具框架等對規格一致性要求高的部件。?長寧區特馬彎管機售后數控彎管機結合熱彎與冷彎工藝,應對不同材質、規格管材加工需求。
高精度的彎管加工離不開全自動彎管機的多維度誤差控制技術。設備采用光柵尺實時檢測管材的送料長度,精度可達 ±0.1mm,配合伺服電機對彎曲角度的閉環控制,能將角度誤差控制在 ±0.5° 以內。對于壁厚較薄的不銹鋼管材或易變形的銅合金管材,設備還會啟動防皺板與芯棒輔助系統,通過機械支撐減少管材彎曲時的截面變形。在某汽車零部件工廠的實測數據中,該類設備加工的 2000 件鋁合金燃油管,首件合格率達到 98.7%,遠超人工彎管 75% 左右的合格率,充分體現了自動化加工在精度控制上的明顯優勢。?
數控彎管機的高性能伺服驅動系統構建了精密運動控制的基礎,通過雙電機協同實現微米級精度把控。采用直驅式伺服電機的機型,送料軸定位精度達 ±0.02mm,彎曲軸角度分辨率為 0.01°,某航天企業用其加工的燃料管,在經歷 - 196℃至 200℃的溫度循環后,接口偏差仍≤0.1mm。伺服系統的動態響應時間<5ms,在彎曲 DN25 不銹鋼管時,可根據管材實時應變數據調整速度(范圍 0.1-10mm/s),使彎曲處的壁厚減薄率控制在 8% 以內,滿足 ASME B31.3 對壓力管道的嚴苛要求。這種高精度驅動方案,讓復雜空間彎管的成型精度提升 40% 以上。全自動彎管機的液壓油實時監測系統,動態檢測油溫油質,延長設備壽命。
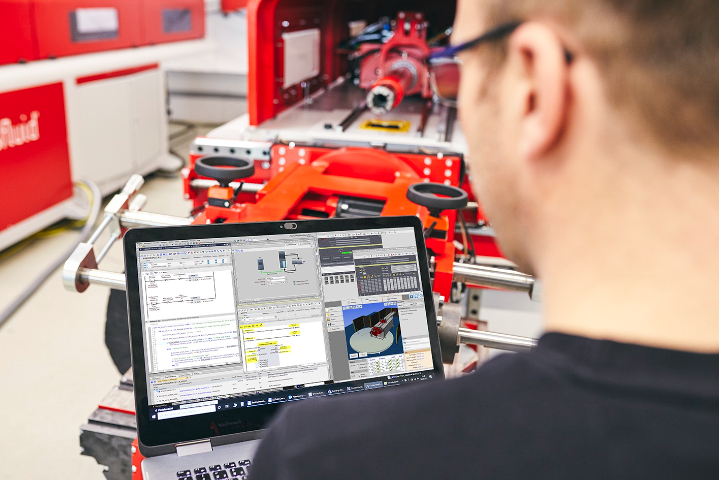
數字化孿生技術與數控彎管機的深度融合,開創了 “虛擬調試 + 實體生產” 的新型制造模式。工程師在數字孿生系統中輸入管材參數與彎曲要求,虛擬彎管機可模擬出實際加工中的每一步動作,某航空發動機廠通過虛擬調試優化了 20 組復雜管路的彎曲順序,避免了實體設備調試時的干涉碰撞,節約成本超 200 萬元。孿生系統還能實時映射實體設備的運行狀態,當檢測到虛擬模型中的管材應力超過閾值時,實體設備自動調整工藝參數,使某航天燃料管的彎曲合格率從 75% 提升至 99.2%。針對薄壁管材,設備采用特殊防皺工藝,有效抑制變形,保障管件質量。閔行區全斯福彎管機多少錢一臺
數控彎管機的安全聯鎖機制,確保防護裝置正常時設備方可啟動。金山區自動彎管機廠家
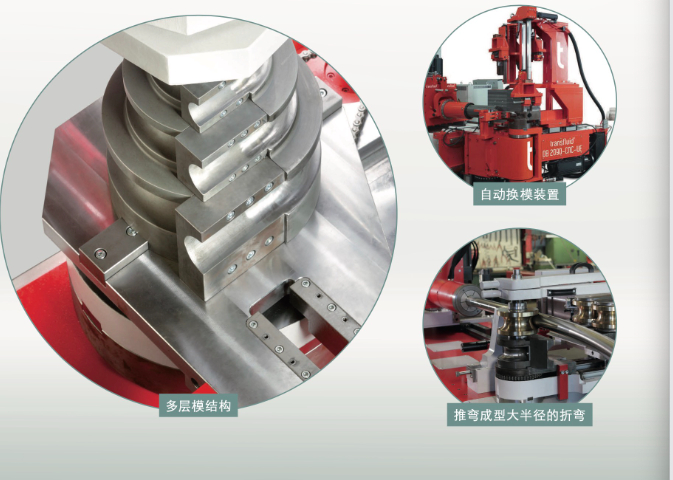
隨著制造業升級,全自動彎管機的技術迭代愈發迅速。新一代設備融入了三維建模與仿真功能,操作人員可在虛擬環境中模擬彎管過程,提前預判管材可能出現的褶皺、開裂等問題,從而優化工藝參數。部分機型還配備了多軸聯動系統,能對復雜的空間曲線管件進行加工,像航空航天領域的管路系統、醫療器械中的異形導管等,都可通過這類設備準確成型,展現出強大的工藝適應性。?全自動彎管機的結構設計兼顧了剛性與靈活性。機身采用強度高鋼材焊接而成,配合精密的導軌與軸承系統,在彎曲強度高管材時能有效抑制振動,確保加工精度。模具更換裝置設計巧妙,操作人員可在短時間內完成不同規格模具的切換,滿足多品種小批量生產需求。同時,設備內置的安全防護系統會實時監測運行狀態,當壓力過載或出現異常聲響時,會自動觸發停機保護,保障生產安全。?金山區自動彎管機廠家