商機詳情 -
黑龍江電動龍門加工中心
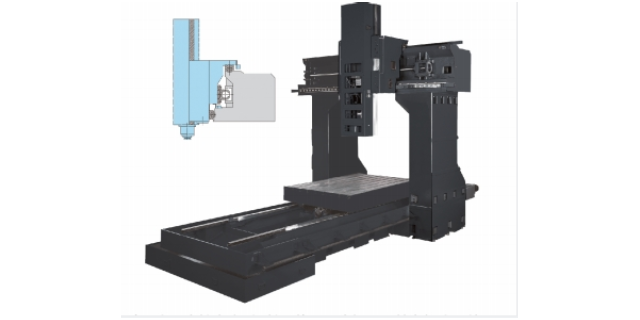
立柱是龍門加工中心的支撐部件,承受著機床的主要重量和切削力。立柱的結構形式有固定式、升降式和傾斜式三種。固定式立柱是將立柱與床身直接連接,無法調整高度,適用于小型龍門加工中心。升降式立柱是通過液壓缸或氣缸驅動立柱上下移動,可以調整立柱的高度,適用于中型龍門加工中心。傾斜式立柱是將立柱與床身之間設置一個傾斜角度,可以實現刀具在水平面內的傾斜運動,適用于需要加工斜面的工件。橫梁是龍門加工中心的橫向支撐部件,用于安裝主軸箱、刀庫等部件。橫梁的結構形式有固定式、升降式和傾斜式三種。固定式橫梁是將橫梁與立柱直接連接,無法調整位置,適用于小型龍門加工中心。升降式橫梁是通過液壓缸或氣缸驅動橫梁上下移動,可以調整橫梁的位置,適用于中型龍門加工中心。傾斜式橫梁是將橫梁與立柱之間設置一個傾斜角度,可以實現刀具在垂直面內的傾斜運動,適用于需要加工斜面的工件。 龍門加工中心的導軌采用直線滾動導軌,具有較高的剛性和承載能力,保證了機床的高速運動性能。黑龍江電動龍門加工中心

龍門加工中心的冷卻系統采用先進的冷卻技術,如高壓冷卻、噴射冷卻等,能夠在短時間內將大量的熱量迅速帶走,使刀具和工件的溫度迅速降低。這種高效的冷卻方式不僅能夠保證加工精度和表面質量,還能夠提高生產效率,縮短加工周期。龍門加工中心的冷卻系統采用先進的溫度控制系統,能夠實時監測刀具和工件的溫度,并根據設定的溫度范圍自動調節冷卻液的流量和壓力,實現精確的溫度控制。這種精確的冷卻控制方式不僅能夠保證加工質量,還能夠延長刀具的使用壽命,降低生產成本。沈陽自動龍門加工中心龍門加工中心采用人性化的操作界面和編程方式,操作人員可以方便地進行參數設置、刀具選擇等工作。
龍門加工中心調試步驟——機械部件調試:主軸箱調試:首先檢查主軸箱的安裝位置是否正確,然后調整主軸箱的垂直度,使其與工作臺的垂直度誤差在允許范圍內。接著調整主軸箱的水平度,使其與工作臺的水平度誤差在允許范圍內。較后檢查主軸箱的潤滑系統是否正常,確保主軸箱在運行過程中能夠得到有效潤滑。工作臺調試:檢查工作臺的安裝位置是否正確,然后調整工作臺的垂直度和水平度,使其與主軸箱的垂直度和水平度誤差在允許范圍內。接著檢查工作臺的導軌潤滑系統是否正常,確保工作臺在運行過程中能夠得到有效潤滑。傳動部件調試:檢查傳動部件的安裝位置是否正確,然后調整傳動部件的間隙,使其在運行過程中能夠正常傳遞動力。接著檢查傳動部件的潤滑系統是否正常,確保傳動部件在運行過程中能夠得到有效潤滑。
合理的加工工藝對保證龍門加工中心的表面質量具有重要意義。加工工藝包括銑削、車削、鉆削、磨削等。在選擇加工工藝時,要考慮以下幾個方面——加工方法:根據工件的形狀和尺寸,選擇合適的加工方法。例如,對于平面零件,可以選擇銑削或磨削;對于圓柱形零件,可以選擇車削或磨削;對于孔加工,可以選擇鉆孔或鏜孔等。工順序:合理的加工順序可以減少加工誤差,提高加工精度。一般來說,應先進行粗加工,再進行精加工;先進行外圓加工,再進行內圓加工;先進行大尺寸加工,再進行小尺寸加工等。龍門加工中心的自動潤滑系統能夠定時對機床進行潤滑,延長機床的使用壽命。
龍門加工中心的幾何精確——定位精度:定位精度是指加工中心在加工過程中,刀具與工件之間的相對位置關系的準確性。定位精度的高低直接影響到加工零件的尺寸公差。為了保證定位精度,龍門加工中心采用了高精度的導軌和絲杠,以及高精度的測量系統和反饋控制系統。重復定位精度:重復定位精度是指加工中心在多次重復加工過程中,刀具與工件之間的相對位置關系的穩定性。重復定位精度高,說明加工中心在多次加工過程中,刀具與工件之間的相對位置關系保持穩定,有利于保證加工零件的尺寸公差。直線度誤差:直線度誤差是指加工中心在加工過程中,刀具與工件之間的運動軌跡與理論軌跡之間的偏差。直線度誤差會影響到加工零件的尺寸公差和表面粗糙度。為了保證直線度誤差,龍門加工中心采用了高精度的導軌和絲杠,以及高精度的測量系統和反饋控制系統。龍門加工中心的操作界面采用觸摸屏設計,便于操作者進行參數設置和操作。西寧模具龍門加工中心
龍門加工中心可以加工各種復雜零件,如航空、航天、汽車等領域的零件。黑龍江電動龍門加工中心
龍門加工中心絲杠調試的注意事項——檢查絲杠的預緊力:絲杠的預緊力對絲杠的剛度和熱變形有很大影響。預緊力過大,會導致絲杠壽命降低;預緊力過小,會導致絲杠剛度不足。因此,應根據廠家提供的參數和實際需要,調整絲杠的預緊力。檢查絲杠的軸向竄動:絲杠的軸向竄動會影響加工零件的尺寸精度。在調試過程中,應使用千分表或百分表測量絲杠的軸向竄動,并根據廠家提供的參數和實際需要進行調整。檢查絲杠的磨損情況:絲杠在使用過程中會產生磨損,影響其精度。在調試過程中,應檢查絲杠表面是否有磨損痕跡,如有磨損,應及時更換。黑龍江電動龍門加工中心