商機詳情 -
福建輸送帶質量推薦
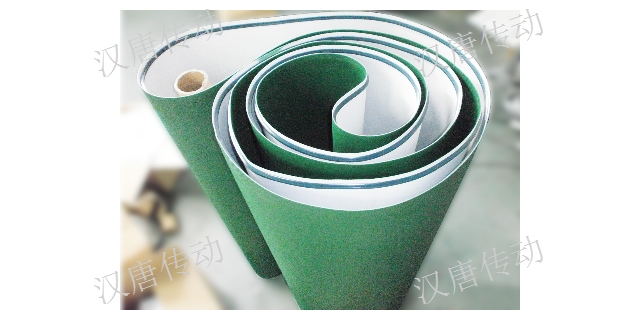
花紋輸送帶的輸送帶貯存方法:花紋輸送帶是由工作面為花紋狀的覆蓋膠和非工作面為平面的覆蓋膠與帶芯構成的傾角輸送帶。帶面上有高于帶體的“人”字型花紋,花紋可是開口也可是封閉的,每一種花紋又可分為高、中、低三種。那么該怎樣更好的貯存呢,恒基小編整理了以下幾點:1、輸送帶在運輸和貯存中,應保持清潔,避免陽光直射,雨浸淋,防止與酸、堿、油類,有機溶劑等影響橡膠質量的物質接觸,并距離發熱裝置1米以外。2、貯存時庫房內溫度宜保持在-15--+40之間,相對濕度宜保持在50-80%之間。3、貯存中,輸送帶須成卷放置,不得折迭,放置期間應每季翻動一次。4、為減輕物料對膠帶的沖擊與磨損,給料方向應順膠帶的運行方向;物料下落到膠帶上的落差應盡量地減少;給料口應避開滾微或托輥間距和采取緩沖措施。為防止刮破膠帶,擋料裝置、刮板清掃裝置和卸料裝置與膠帶的接觸部分應采用剛度適宜的橡膠板,不要采用夾有布層的膠帶頭。我公司出廠的空管帶的外包裝方式和皮帶外形,供大家辨別是否購買皮帶為原廠出廠。福建輸送帶質量推薦

螺旋提升輸送帶,轉彎提升輸送帶,超寬物品輸送帶,海綿輸送帶,挖槽輸送帶,加檔塊輸送帶,封邊輸送帶,槽型輸送帶,刀口輸送帶等。三、根據產品厚度及顏色研發上分,可分為不同顏色(紅、黃、綠、藍、灰、白、黑、深藍綠、透明)、厚度的產品,厚度從。八字紋輸送帶。擋板pvc輸送帶(2張)四、根據產品花紋研發上分,可分為草坪花紋、魚骨花紋、菱形格花紋、十字花紋、網眼花紋、倒三角花紋、馬蹄花紋、鋸齒花紋、小圓點花紋、鉆石花紋、蛇皮花紋、布紋、大圓臺花紋、波浪花紋、搓板花紋、一字型花紋、細直條花紋、高爾夫花紋、大方格花紋、亞光花紋、粗質地花紋、格子花紋等。五、根據PVC輸送帶產品織物層次可分為:一布一膠、二布一膠、一布二膠、二布二膠、二布三膠、三布三膠、三布四膠、四布四膠、四布五膠、五布五膠等。六、根據PVC輸送帶產品溫度范圍可分為:耐寒輸送帶(零下40°以上)常溫輸送帶(零下10°到80°)隨著PVC輸送帶市場的普及化發展日趨成熟,各個工業領域都在不同程度的研發和應用著其合理、科學、有保障的建設性方案。產品特性PVC輸送帶帶體彈性好,不易變形。選用力質量全棉、尼龍、聚酯帆布作帶芯,用***橡膠無污染配合劑制成白色或淺色。湖北原裝進口輸送帶哪家比較好橡膠輸送帶具有帶體彈性好、強力高、抗沖擊、耐屈撓性好、成槽性好、使用伸長小.

擋邊輸送帶易損壞的原因公司目前國內生產的波狀擋邊輸送帶的質量參差不齊,基帶沒有達到相應的橫向剛性;裙邊和隔板與基帶也沒有達到相對的粘結性;使用廠家干脆連維護都沒有;設備廠家的粗制濫造等。因此造成擋邊輸送帶質量較普通皮帶差的原因所在。擋邊輸送帶從基帶的生產到整條皮帶的完成,中間環節步步緊湊,任何一個環節也不能出錯。主要生產步驟:1、基帶:基帶的生產、接頭、裙邊與隔板底座粘接部打毛2、裙邊:裙邊的生產、裙邊底座打毛3、隔板:隔板的生產、隔板底座打毛4、裙邊、隔板與基帶的二次硫化生產5、檢修6、合格入庫二次硫化的工藝更為復雜,從膠漿到模具的使用,再到工人的操作等等,任何一處失誤,可能給后期使用造成影響。
操作期間,食品輸送帶的偏離問題是用戶使用中的常見情況,這些問題容易導致皮帶斷裂和其他故障,甚至影響操作者的安全。因此,需將這些保護裝置安裝在帶式輸送機上。有兩種常見的防止食品輸送帶偏轉和滑動的裝置:偏差開關和滑動開關,主要用于說明偏差開關的選擇和安裝,方便用戶理解和選擇。當皮帶嚴重偏離時,它還用于自動觸發緊急停止,偏差開關處于一定間隔,它固定安裝在食品輸送帶兩側的支架上。。。。。。。。。。。。。。。。。。。。。。。。漢唐輸送帶具有帶體彈性好、適用于中長距離、較高載量,高速輸送物料的優勢。
造紙行業皮帶選用印刷機行業的輸送帶時需要考慮輸送面是否適合于:紙的品質印刷的質量紙板的品質被輸送物的堆積很有可能有一條皮帶在某客戶處是可以使用的,但是到了另一家客戶可能因為被輸送物的特性不同,而變成不能使用。紙的種類與紙板的品質有數百種之多因此紙張與紙板的質量特性對皮帶的選型有重要的影響Highten提供的皮帶具有以下特點:高耐磨性能穩定的、輕柔的、與可靠的抓力,不會漏失所傳送的紙張不在紙張上留下印記,不刮壞紙張(即使是在有皮帶與紙張相對運動的折紙機之切紙段)。紙張的種類與印刷油墨的種類有重要的影響必須要可以高速運轉,并需要反向彎折與過小輪徑在改變環濕度時,皮帶不變形運轉不跑偏可靠的皮帶接口系統不會吸引塵埃使用壽命。RAPPLON空管輸送帶,原配于意大利SAVIO自動絡筒機.安徽直銷輸送帶廠家
避免輸送帶遭受機架,支柱或塊狀物料的阻滯 ,防止碰破扯裂。福建輸送帶質量推薦
裱里紙1.設備及輔料所需設備主要有過膠機和壓平機;所需輔料有乳膠。2.工藝要點(1)核對生產單,檢查箱板紙質量,箱板紙標準含水量為12%。(2)配制膠黏劑,各成分的質量配比為:白乳膠:水=3:1。過膠機前的臺板上,由推紙人員根據過膠機轉速,逐張推給兩側的操作員,操作員先接過箱板紙,再接涂過膠的里紙,對準箱板紙的兩個規矩邊。接紙時兩人配合要默契,稍有疏忽都可能造成紙張破裂或起皺。(4)壓平,將裱好里紙的箱板紙撞齊后放入壓平機中,壓力設定為20MPa,時間為5分鐘。(5)生產結束,自檢質量,清點數量并懸掛生產標識牌,轉下工序生產。(6)檢驗項目包括:紙面的清潔度,如溢膠、粘連和清潔情況等。3.注意事項(1)注意膠黏劑配比對紙張表面平整度的影響,涂膠時掌握好均勻度。(2)裱里紙時一定要平整、到位,注意里紙不可超出箱板紙的規矩邊。(3)配制的膠黏劑不可太稀,防止里紙打皺。(4)勤洗手,保證紙面清潔干凈。福建輸送帶質量推薦