商機詳情 -
海寧便宜鋁合金彎圓加工銷售
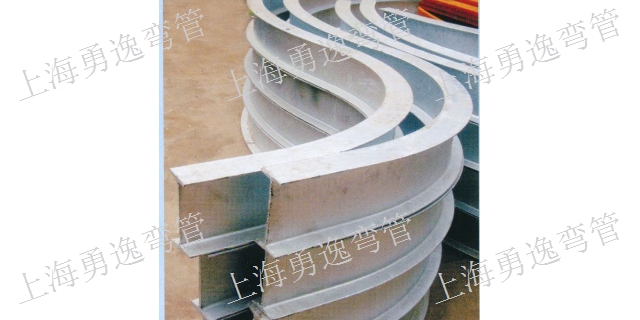
附圖1為本發明示意圖。附圖2為本發明側推輥輪結構示意圖。具體實施例方式下面結合附圖和實施例對本發明作進一步說明。圖中水平彎管成型進給裝置1,鋼管2,推送裝置3,導向輥裝置4,中頻感應加熱圈5,側推輥輪6,絲桿絲母7,減速機8,輥輪9,側推輥輪10。如附圖1、附圖2所示,鋼管彎管熱彎成型工藝采用的設備是包括由推送裝置3、導向輥裝置4、中頻感應加熱圈5、水平彎管成型進給裝置1組成,開始時先將需彎曲的鋼管2吊放到工位上,再由推送裝置3把鋼管推出,伸出至中頻感應加熱圈5前,導向輥裝置4的兩組導向輥夾緊鋼管2,在垂直于鋼管2推出方向安裝有水平彎管成型進給裝置1,并將進給裝置上的側推輥輪6調整好與管端外圓接觸。中頻感應加熱圈5對鋼管2加熱到920士20°C后,推送裝置3再把鋼管2向前以推進速度為45士5mm/min的速度推出,同時水平彎管成型進給裝置1上的側推輥輪6開始以50士5mm/min速度垂直于鋼管推出方向對鋼管成型進給。當側推輥輪6對鋼管2熱彎成型的切入點到達跟據訂單要求的管件數據預先計算好的成型后的坐標點之后,側推輥輪6停止對鋼管的切入進給。鋼管2本身與導向輥裝置4的兩組導向輥裝置以及側推輥輪6形成三點受力彎曲,當在推送裝置3的推力作用下。彎管加工:對φ1.6---76之間的不銹鋼管、銅管、鋁管、鋼管等.海寧便宜鋁合金彎圓加工銷售
1、導電良好,耐酸鈦材料制造。與導電接觸部分用比較好的紫銅板做的掛鉤。2、能使電流自由地通過。不會因斷面太小,電陰太大,產生過熱而燒斷鈦掛具。3、鈦掛具與零件接觸面積小,但保證電流通過。接觸點不產生局部過熱,燒毀零件或掛具。4、厚度在、尺寸精度和光潔度較高的零件、硬質陽極氧化的零件、用通用掛具無法裝掛的零件,為了保證產品質量和提高生產效率,都要根據零件的外形和陽極氧化的部位設計和制造專用掛具,以保證零件陽極氧化質量。氧化鈦掛具、鈦碟安裝使用時的注意事項:1、鈦掛具底部離槽底的距離為150~200mm2、工作沉入電件液的濃度為距離件液面約40~60mm3、鈦掛具與掛具面的距離為20~40mm4、掛具與槽壁要大于50mm5、手工操作能用的鈦掛具的裝載質量一般為1~3KG左右6、提桿位置應離于液面80mm以上應用承受整個掛具和工作重量的機械強度7、主桿、支桿都起承駝工作的重量和傳遞電流的作用應有足夠的機械強度和導電截積8、可根據客戶需要定做鈦掛具、鈦碟、鈦螺絲。海寧便宜鋁合金彎圓加工銷售上海彎圓廠,上海拉彎廠,上海折彎廠,上海彎圓廠,彎管加工。

純彎曲時,管子在外力距M功效下那里邊性層外側臂壁受拉應力功效而減薄,內側受壓應力。功效剖明,彎后1150℃固溶措置工藝會導致奧氏體晶粒粗年夜以及晶粒度的極端不平均。針對淬透深度不足的現象上海迪藝彎管采用兩種解決方法:一是采用冷卻劑方法,目前常見的是冷卻水中添加一定量的鹽(質量分數5%-10%)。U型彎管在化肥高壓管道上應用也很多,在熱管上有時為滿足柔性要求也需要大R彎管。由于彎管時受力情況非常復雜,,計算時需作假設和簡化,且材料性質和實際工況難以預計,。當用中頻彎管機進行彎管,彎頭的彎曲半徑只需不小于管子公稱直徑的。檢查各變送器(含差壓、壓力及溫度變送器)的配管、安裝及接線是否正確。壓力調整:用電磁溢流閥調整壓力,保證系統壓力達到需要的工作壓力,一般不高于。
中頻感應加熱圈對鋼管加熱后,推送裝置再把鋼管向前推出,同時水平彎管成型進給裝置上的側推輥輪開始垂直于鋼管推出方向對鋼管成型進給,側推輥輪對鋼管熱彎成型的切入點到達預先計算好的成型后的坐標點之后,側推輥輪停止對鋼管的切入進給,獲得所需曲率的管件。鋼管本身與導向輥裝置的兩組導向輥裝置以及水平彎管成型進給裝置的側推輥輪形成三點受力彎曲,當在推送裝置的推力作用下,使在加熱圈處的鋼管發生漸進式的彎曲變形,從而獲得所需曲率的管件,不會因旋臂回轉半徑和生產場地面積的局限,可以隨意生產不同曲率半徑的彎管。中頻感應加熱圈對鋼管加熱到920士20°。推送裝置向前以推進速度為45士5mm/min的速度推出。側推輥輪以50士5mm/min速度垂直于鋼管推出方向對鋼管成型進給。本發明的鋼管彎管熱彎成型設備是包括由推送裝置、導向輥裝置、中頻感應加熱圈組成,水平彎管成型進給裝置包括由底座、側推輥輪、絲桿絲母、減速機組成,絲桿絲母安裝在底座上,在絲桿絲母上安裝一對側推輥輪,減速機連接絲桿絲母,側推輥輪上部安裝有輥輪。一對側推輥輪相對安裝在絲桿絲母上。本發明生產效率高,不受生產場地面積的局限,可以隨意生產不同曲率半徑的彎管。不銹鋼沖壓彎頭焊后硬化性較大,隨便發生裂紋。

彎管基本上都是經過加工制成的,而且它基本上都是用高溫加熱變形變彎的,很多材料一旦預熱會變形,而該管道的加工彎制也正是使用這個原理。它的加熱溫度需要在一定的范圍之內,在彎制的時候應該盡快確定加熱溫度,在確定之前一定要掌握溫度確定原則。主營 彎管加工,拉彎加工,彎圓加工,機械零件加工。專業各種型材上海拉彎彎曲,上海彎圓,上海彎管彎弧,等剪板折邊來料彎管加工及訂單加工,各種產品供應商。目前可加工型材截面Φ6mm-Φ1500mm,擁有液壓拉彎機、液壓頂彎機、液壓彎管機、帶芯棒式數控彎管機、管端成型機、三輥型材卷彎機、七輥型材卷彎機、金屬管材圓鋸機,具備業內加工面**齊整的多種彎圓設備。按彎曲時是否使用模具可以分為有模彎和無模彎.海寧便宜鋁合金彎圓加工銷售
擁有液壓拉彎機、液壓頂彎機、液壓彎管機、帶芯棒式數控彎管機。海寧便宜鋁合金彎圓加工銷售
適用于多種零件和工藝。通用電鍍掛具的形式和結構,應根據鍍件的幾何形狀、鍍層的技術要求、工藝方法和設備的大小來決定。比如,片狀鍍件在上下道工序之間會隨鍍液的阻力而漂落,在選用掛具時要將鍍件夾緊或用銅絲扎緊。若鍍件較重而有孔時,可選用鉤狀的掛具。使用要求如下:(1)手工操作使用的掛具。裝載重量一般為1~3kg。(2)吊鉤應有足夠的導電面積,其型式應使導電良好。掛具吊鉤應經常清洗。(3)使用時,應注意輕裝輕放,盡量不要損壞絕緣層。否則會造成掛具與工件搶電,致使工件出現局部鍍不上或粗糙等現象,影響鍍層質量。(4)掛具使用后,要清洗干凈,集中妥善存放備用。(5)使用一段時間后的掛具,要及時處理,退除掛具上的鍍層,以保證導電良好。掛具絕緣層出現裂紋,要及時修復或重新絕緣處理。海寧便宜鋁合金彎圓加工銷售