商機詳情 -
山東哪家專業生產不銹鋼C型鋼銷售電話
不銹鋼內襯技術于20世紀60年代中期開始使用,是將薄壁不銹鋼管作為載體,進行焊接成型后,以牽引絞車為動力將不銹鋼內襯管從待修管道的一端牽引至另一端,不銹鋼管內襯管穿插完畢之后對其進行沖壓,在保壓情況下對內襯管與原管線之間的縫隙進行注漿固化作業,形成與原管道緊密粘合、表面光滑的復合管。在沖壓鋼帶時需要在內襯管與原管線之間的縫隙進行注漿固化作業,而若鋼帶的兩側均為光滑表面,則不方便內襯鋼帶與原管線注漿固定化的緊密貼合作業,此外在對不銹鋼帶剪切時不方便對其固定。因此,我們提出一種內襯不銹鋼型鋼帶。通過設置沖壓面,并在沖壓面的表面開設有斜槽,在進行沖壓操作時,能夠方便通過斜槽注漿,增加注漿接觸面積使得貼合更加緊密,且還在沖壓面開設有卡槽,方便在切割鋼帶時通過卡槽進行定位固定,較為實用,適合推廣與使用,解決了背景技術中所提出的問題。無錫不銹鋼C型鋼產品質量哪家好呢,歡迎咨詢無錫市九馳金屬。山東哪家專業生產不銹鋼C型鋼銷售電話

影響不銹鋼銹蝕的主要因素有三點:1、合金元素的的含量。一般地說鉻的含量在。鉻鎳的含量越高防腐性就越好,如304材質鎳要的含量在8-10%,鉻的含量達到18-20%,這樣的不銹鋼在一般情況下是不會生銹的。2、生產企業的冶煉工藝也會影響不銹鋼的耐腐蝕性。冶煉技術好、設備先進、工藝先進的大的不銹鋼廠無論是在合金元素的控制,雜質的去除、鋼坯冷卻溫度的控制都能得到保證,因此產品質量穩定可靠,內在質量好,不易生銹。反之一些小的鋼廠設備落后,工藝落后,冶煉過程中,雜質不能去除,生產的產品難免會生銹。3、外部環境,氣候干燥通風好的環境不易生銹。而空氣濕度大,連續陰雨天氣、或空氣中含酸堿度大的環境地區就易生銹。304材質不銹鋼,如果周邊環境太差也是會生銹的。廣西加工生產不銹鋼C型鋼聯系方式不銹鋼C型鋼的售后維護哪家比較好,歡迎來電咨詢無錫市九馳金屬制品有限公司。
不銹鋼為什么也會生銹?當不銹鋼表面出現褐色銹斑(點)的時候,人們大感驚奇:認為“不銹鋼不會生銹的,生銹就不是不銹鋼了,可能是鋼質出了問題”。其實,這是對不銹鋼缺乏了解的一種片面的錯誤看法。不銹鋼在一定條件下也會生銹的。不銹鋼具有抵抗大氣氧化的能力一即不銹性,同時也具有在含酸、堿、鹽的介質中耐腐蝕的能力即耐腐蝕性。但其抗腐蝕能力的大小是隨其鋼質本身化學組成,相互狀態,使用條件及環境介質類型而改變的。如304材料,在干燥清潔的大氣中,有優良的抗腐蝕能力,但將它移到海濱地區,在含有大量鹽分的海霧中,很快就會生銹的。
冷彎型鋼用鋼板或帶鋼在冷狀態下彎曲成的各種斷面形狀的成品鋼材。冷彎型鋼是一種經濟的截面輕型薄壁鋼材,也稱為鋼制冷彎型材或冷彎型材。型鋼一種有一定截面形狀和尺寸的條型鋼材,是鋼材四大品種之一。根據斷面形狀,型鋼分簡單斷面型鋼和復雜斷面型鋼。C型鋼樁施工基本知識C型鋼樁圍堰是較常用的一種板樁圍堰。C型鋼樁是帶有鎖口的一種型鋼,其截面有直板形、槽形及H形等,有各種大小尺寸及聯鎖形式。常見的有拉爾森式,拉克萬納式等。江蘇不銹鋼C型鋼哪家好呢,歡迎咨詢無錫市九馳金屬。

不銹鋼的使用隨著經濟的發展,人們在日常生活中與不銹鋼制品息息相關,但是很多人對不銹鋼的性能認識不多,以為不銹鋼是生銹的。其實,不銹鋼的耐腐蝕性之所以良好,是因為表面形成一層純化膜,在自然界中,它以更穩定的氧化物的形態的存在。但不銹鋼雖然按使用條件不同,氧化程度不一樣,但**終都被氧化,這種現象通常叫腐蝕。銹鋼制品表面純化膜之中耐腐蝕能力弱的部位,由于裸露在腐蝕環境的金屬表面發生電化或化學反應,從而形成點蝕想象,生成小孔,再加上有氧離子接近,形成很強的腐蝕性溶液,加速腐蝕反應的速度。為了延長不銹鋼使用壽命,小編針對不銹鋼有可能出現的腐蝕現象分類及措施總結了以下幾點:1、清洗方法清洗不銹鋼表面時必須注意不要發生表面劃傷現象,避免使用漂白成分以及研磨劑的洗滌液、鋼絲球、研磨工具等,為除掉洗滌液,洗滌結束時再用清水沖洗表面。2、灰塵怎么處理不銹鋼表面有灰塵以及易除掉污物的可用肥皂弱洗滌劑來洗,粘結劑成分,使用酒精或有機溶劑擦洗。3、油脂不銹鋼表面的油脂,油潤滑油污染,用柔軟的布擦干凈以后,用中性洗滌劑或氨溶液或用洗滌劑洗滌。4、酸性腐蝕不銹鋼表面有漂白劑以及各種酸附著。徐州不銹鋼C型鋼價格哪家好呢,歡迎咨詢無錫市九馳金屬。廣西加工生產不銹鋼C型鋼聯系方式
黃山不銹鋼C型鋼服務哪家好呢,歡迎咨詢無錫市九馳金屬。山東哪家專業生產不銹鋼C型鋼銷售電話
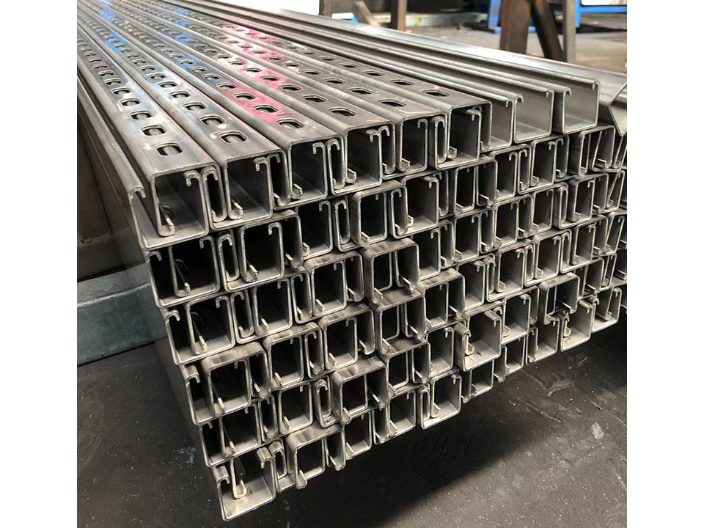
不銹鋼C型鋼由不銹鋼冷軋卷板冷彎加工而成,壁薄自重輕,截面性能優良,強度高,與傳統鍍鋅C型鋼相比,同等強度可節約材料30%。不銹鋼C型鋼適用范圍:用于工業廠房鋼結構建筑的屋頂與墻面檁條。不銹鋼異型材熱擠壓工藝技術開發熱擠壓工藝生產不銹鋼異型材,相比熱軋或焊接成型工藝,在生產小批量、高質量產品方面具有很大的優勢。為此,課題組提出核電用不銹鋼異型材全部采用熱擠壓工藝成型方式進行生產,具體的工藝流程為:坯料準備—環形爐加熱—感應加熱—潤滑—熱擠壓—在線固溶熱處理。分別是擠壓速度為100、150、200、250mm/s時錠坯變形區的應變速率圖。模擬結果表明,擠壓模入口處是錠坯應變速率比較大的區域,且應變速率隨擠壓速度的增大而增大。圖2-3中,擠壓速度為200mm/s時,比較大應變速率在130mm/s左右,金屬流動均勻,擠壓力比較穩定。經過生產試驗證明,擠壓速度為200mm/s時,擠壓過程比較平穩,制品平整光滑,滿足性能要求。山東哪家專業生產不銹鋼C型鋼銷售電話