商機詳情 -
徐匯區直銷203x10無縫管彎圓
可用與義齒精拋光前的去毛刺和粗研磨。5.化學拋光:化學拋光是通過金屬在化學介質中的氧化還原反應而達到整平拋光的目的。其優點是化學拋光與金屬的硬度、拋光面積與結構形狀無關,凡與拋光液接觸的部位均被拋光,不須特殊復雜設備,操作簡便,較適合于復雜結構鈦義齒支架的拋光。但化學拋光的工藝參數較難控制,要求在不影響義齒精度的情況下能夠對義齒有良好的拋光效果。較好的鈦化學拋光液是HF和HNO3按一定比例配制,HF是還原劑,能溶解鈦金屬,起到整平作用,濃度<10%,HNO3起氧化作用,防止鈦的溶解過度和吸氫,同時可產生光亮作用。鈦拋光液要求濃度高,溫度低,拋光時間短(1~2min.)。6.電解拋光:又稱為電化學拋光或者陽極溶解拋光,由于鈦的電導率較低,氧化性能極強,采用有水酸性電解液如HF—H3PO4、HF—H2SO系電解液對鈦幾乎不能拋光,施加外電壓后,鈦陽極立刻發生氧化,而使陽極溶解不能進行。但采用無水氯化物電解液在低電壓下,對鈦有良好的拋光效果,小型試件可得到鏡面拋光,但對于復雜修復體仍不能達到完全拋光的目的,也許采用改變陰極形狀和附加陰極的方法能解決這一難題,還有待于進一步研究。蛇型彎管 盤管 角鋼 槽鋼 工字鋼等.徐匯區直銷203x10無縫管彎圓
一個行業或者是彎管加工這項工藝的產生都是有歷史的,那么下面我們就來對彎管加工的歷史做一個簡單的介紹。彎管加工技術往常在我國普遍用于電力施工,公鐵路建立,鍋爐、橋梁、船舶、家俱、家電和裝潢等行業,其工藝隨著現代技術的進步也在不時開展。我國的彎管加工工藝,上海彎管加工加工從青銅器時期開端萌芽的,并逐步構成和開展。從殷商到春秋時期曾經有了相當興旺的青銅冶鑄業呈現了各種青銅工具,如:青銅刀、青銅銼、青銅鋸等等。同時有出土文物與甲骨文記載標明,這個時期的消費的青銅工具和生活工具,在制造過程中大都要經過切削加工或研磨。我國的冶鑄技術比西歐早一千多年。滲碳、淬火、和煉鋼技術的創造,為制造堅硬尖利的工具提供了便利的條件。鐵質工具的呈現,標明金屬切削加工進入了一新的階段。有記載標明早在三千多年前的商代曾經有了旋轉的琢玉工具,這也就是金屬切削機床的前身。70年代在河北滿城一號漢墓出土的五銖錢,其外圓上有經過車削的痕跡,刀花平均,切削振動,波紋明晰,橢圓度很小。有可能將五銖錢穿在方軸上然后裝夾在木質的車床上,用手拿著工具停止切削。徐匯區直銷203x10無縫管彎圓上海拉彎,拉彎加工,彎圓加工,彎弧加工,彎弧,折彎。

彎管加工工作原理及作用介紹。有關彎管加工工作原理及作用介紹的一些看法,我廠對彎管加工工作原理及作用介紹話題有自己的觀點,全主動彎管機可沿導軌作橫向挪動,這是改換彎模后,彎管機調整彎模管槽瞄準機床中間線所必需的。如許比用調整床身上的導軌和尾座來調整機床中間線簡略。完成直線送進活動的小車,在管子彎曲進程中,被管子拉著向前活動。如許,去失落了“正推力”,然后去失落了小車與彎曲速度的同步問題,去失落了為添加“正推力”而設置的直流電機負反應系統,簡化了電氣線路。因為正推力對管子的彎曲有利,特殊是在彎是曲徑較大的管子時,正推力是需要的。因此,VB彎管機添加了助推安裝。
刻蝕1h表面粗糙度(Ra)可達到±μm,刻蝕2hRa為±μm,比單獨噴砂的Ra(±μm)提高一倍多,其粘結強度提高了30%。2:抗高溫氧化的表面處理:為了防止鈦在高溫下的急劇氧化,在鈦表面形成鈦硅化合物及鈦鋁化合物,可防止鈦在700℃以上溫度下的氧化。這種表面處理對鈦的高溫氧化非常有效,也許鈦表面涂覆這類化合物,對鈦瓷結合有利,仍須進一步研究。鋯(Zirconium)是一種化學元素,它的化學符號是Zr,它的原子序數是40,是一種銀白色的過渡金屬。鋯的表面易形成一層氧化膜,具有光澤,故外觀與鋼相似。有耐腐蝕性,但是溶于氫氟酸和王水;高溫時,可與非金屬元素和許多金屬元素反應,生成固體溶液化合物。鋯的可塑性好,易于加工成板、絲等。鋯在加熱時能大量地吸收氧、氫、氮等氣體,可用作貯氫材料。鋯的耐蝕性比鈦好,接近鈮、鉭。鋯與鉿是化學性質相似、又共生在一起的兩個金屬,且含有放射性物質。地殼中鋯的含量居第20位,幾乎與鉻相等。自然界中具有工業價值的含鋯礦物,主要有鋯英石及斜鋯石。1789年,化學家克拉普羅特從錫蘭鋯石中抽取了一種新的氧化物,一提純鋯的氧化物;不久,法國化學家德毛沃和沃克蘭兩人都證實克拉普羅特的分析是正確的。鋯的存在被肯定。裝潢、金屬結構、幕墻裝飾等行業。

1、導電良好,耐酸鈦材料制造。與導電接觸部分用比較好的紫銅板做的掛鉤。2、能使電流自由地通過。不會因斷面太小,電陰太大,產生過熱而燒斷鈦掛具。3、鈦掛具與零件接觸面積小,但保證電流通過。接觸點不產生局部過熱,燒毀零件或掛具。4、厚度在、尺寸精度和光潔度較高的零件、硬質陽極氧化的零件、用通用掛具無法裝掛的零件,為了保證產品質量和提高生產效率,都要根據零件的外形和陽極氧化的部位設計和制造**掛具,以保證零件陽極氧化質量。氧化鈦掛具、鈦碟安裝使用時的注意事項:1、鈦掛具底部離槽底的距離為150~200mm2、工作沉入電件液的濃度為距離件液面約40~60mm3、鈦掛具與掛具面的距離為20~40mm4、掛具與槽壁要大于50mm5、手工操作能用的鈦掛具的裝載質量一般為1~3KG左右6、提桿位置應離于液面80mm以上應用承受整個掛具和工作重量的機械強度7、主桿、支桿都起承駝工作的重量和傳遞電流的作用應有足夠的機械強度和導電截積8、可根據客戶需要定做鈦掛具、鈦碟、鈦螺絲。自行車停車架,戶外運動器械,戶外健身器材,汽摩配件,挖掘機。徐匯區直銷203x10無縫管彎圓
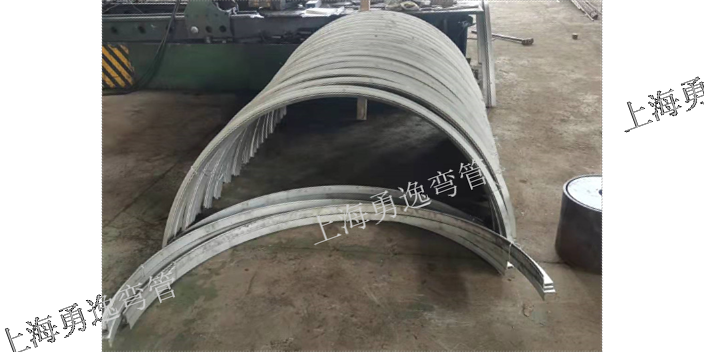
上海彎圓廠,上海拉彎廠,上海折彎廠,上海彎圓廠,彎管加工。徐匯區直銷203x10無縫管彎圓
模鍛全稱為模型鍛造,將加熱后的坯料放置在固定于模鍛設備上的鍛模內鍛造成形的。模鍛的基本工序模鍛工藝過程:下料、加熱、預鍛、終鍛、沖連皮、切邊、調質、噴丸。常用工藝有鐓粗、拔長,折彎、沖孔、成型。常用模鍛設備常用模鍛設備有模鍛錘、熱模鍛壓力機、平鍛機和摩擦壓力機等。通俗地講,鍛造法蘭質量更好,一般是通過模鍛生產,晶體組織細密,強度高,當然價格也貴一些。無論是鑄造法蘭還是鍛造法蘭都屬于法蘭常用制造方法,看需要使用的部件的強度要求,如果要求不高,還可以選用車削制法蘭。三、割制法蘭在中板上直接切割出法蘭的留有加工量的內外徑及厚度的圓盤,再進行螺栓孔及水線的加工。這樣生產出來的法蘭就叫做割制法蘭,此類法蘭大直徑以中板的幅寬為限。四、卷制法蘭用中板割條子然后卷制成圓的工藝叫做卷制,多用于一些大型法蘭的生產。卷制成功之后進行焊接,然后壓平,再進行水線及螺栓孔的工藝的加工。徐匯區直銷203x10無縫管彎圓