商機詳情 -
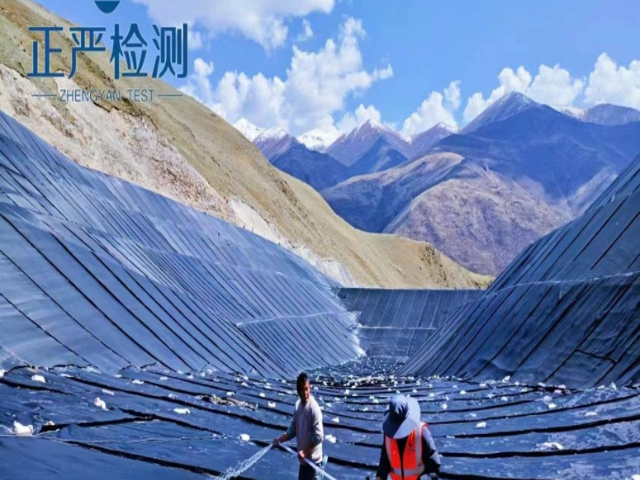
遼寧貯灰場防完整性檢測
高密度聚乙烯(HDPE)膜熱熔焊接的氣壓檢測應符合下列規定:(1)防滲膜施工所形成的所有焊縫必須開展相關質量檢測,并記錄檢測過程、檢測參數和檢測結果;(2)針對熱熔焊接形成雙軌焊縫,焊縫中間預留氣腔的特點應采用氣壓檢測設備檢測焊縫的強度和氣密性;(3)一條焊縫施工完畢后,將煌縫氣腔兩端封堵,用氣壓檢測設備對焊縫氣腔加壓至250kPa,維持3min~5min,氣壓不應低于240kPa,然后在焊縫的另一端開孔放氣,氣壓表指針應迅速歸零方視為合格。滲漏檢測規范強調對檢測數據的準確記錄和分析,以便后續評估和修復工作。遼寧貯灰場防完整性檢測
防滲膜完整性檢測質量保證技術措施:(1)探測前、探測過程中和探測后,嚴格按照相關操作規程以及標準,探測過程精心組織,防止漏檢區域的出現。對于疑難區域的數據,應保留相關數據,通過軟件進行分析。確定明確的質量目標,在檢測過程中通過不斷的經常性的驗證試驗孔的方式驗證設備的精度和工作狀態,使檢測的質量始終處于受控狀態。(2)對于覆蓋卵石區域,采用雙電極法進行滲漏破損探測,探測過程中,嚴格按照劃分的單元格進行探測,在探測信號降低或者過弱,需要移動預埋的膜上電極,確保探測信號正常可判。如果兩層土工膜間的復合排水網處于干燥狀態,需要灌水,使得復合排水網的土工布潮濕,能夠導電。對于任何可疑的破損點,都需要開挖查看。庫區鋪設土工布區域,采用新型的電弧儀進行破損探測。(3)電弧法破損探測需要土工膜貼合到下層介質,在探測過程中,有可能會碰到土工膜貼合不是很好的情況,通過人工按壓的方式,使得土工膜貼合到下層介質,確保探測的準確性,對于任何懷疑點,都需要切割開土工布,查看是否破損。西藏尾礦庫完整性檢測技術方案滲漏檢測可以幫助預防水損害和霉菌生長。

《危險廢物填埋污染控制標準》(GB18598-2019)中的關于開展填埋場環境安全性能評估的規定:7.10填埋場應根據滲濾液水位、滲濾液產生量、滲濾液組分和濃度、滲漏檢測層滲漏量地下水監測結果等數據,定期對填埋場環境安全性能進行評估,并根據評估結果確定是否對填埋場后續運行計劃進行修訂以及采取必要的應急處置措施。填埋場運行期間,評估頻次不得低于兩年一次;封場至設計壽命期,評估頻次不得低于三年一次:設計壽命期后,評估頻次不得低于一年一次。
《生活垃圾衛生填埋場防滲系統工程技術標準》(GB/T51403-2021)中關于防滲膜搭接、焊接、檢測和修補的規定:5.4.6高密度聚乙烯土工膜焊接、檢測和修補記錄標識應明顯清楚,焊縫表面應整齊、美觀,不得有裂紋、氣孔、漏焊和虛焊現象。高密度聚乙烯土工膜焊接質量檢測應符合下列規定:(1)對熱熔焊接每條焊縫應開展氣壓檢測,合格率應為100%;(2)對擠壓焊接每條焊縫應進行真空檢測,合格率應為100%;(3)焊縫破壞性檢測,按每1000m焊縫取一個1000mmx350mm樣品做強度測試,合格率應為100%。5.4.7施工中應保護高密度聚乙烯土工膜不受破壞,車輛不應直接在高密度聚乙烯土工膜上碾壓。5.4.8高密度聚乙烯土工膜鋪設過程中應進行搭接寬度和焊縫質量控制。不同的檢測方法和技術,如地質雷達、紅外熱成像等,其報價也會有所不同。

《一般工業固體廢物貯存和填埋污染控制標準》(GB18599-2020)中關于開展填埋場防滲膜完整性檢測和設置防滲膜長期在線監測系統的規定:5.1.5貯存場及填埋場在施工完畢后應保存施工報告、全套竣工圖、所有材料的現場及實驗室檢測報告。采用高密度聚乙烯膜作為人工合成材料襯層的貯存場及填埋場還應提交人工防滲襯層完整性檢測報告。上述材料連同施工質量保證書作為竣工環境保護驗收的依據。5.3.3II類場應設置滲漏監控系統,監控防滲襯層的完整性。滲漏監控系統的構成包括但不限于防滲襯層滲漏監測設備、地下水監測井。遵循滲漏檢測規范,可以確保檢測結果的客觀性和一致性。山東HDPE膜完整性檢測服務商
滲漏檢測方法的選擇和實施,需要專業知識和經驗的支持,以確保結果的準確性和可靠性。遼寧貯灰場防完整性檢測
《危險廢物填埋污染控制標準》(GB18598-2019)中關于開展填埋場堆體穩定性分析的規定:7.3柔性填埋場應根據分區填埋原則進行日常填埋操作,填埋工作面應盡可能小,方便及時得到覆蓋。填埋堆體的邊坡坡度應符合堆體穩定性驗算的要求。7.4填埋場應根據廢物的力學性質合理選擇填埋單元,防止局部應力集中對填埋結構造成破壞。7.5柔性填埋場應根據填埋場邊坡穩定性要求對填埋廢物的含水量、力學參數進行控制,避免出現連通的滑動面。7.6柔性填埋場日常運行要采取措施保障填埋場穩定性,并根據CJJ176的要求對填埋堆體和邊坡的穩定性進行分析。遼寧貯灰場防完整性檢測